Информационный портал
СПЕЦИАЛИЗИРОВАННЫЙ МОТОРНЫЙ ЦЕНТР
|
||||
Станки для обработки седел и направляющих втулок клапанов
НАШЕ ОБОРУДОВАНИЕ
Оборудование для ремонта головок блока цилиндров
Станки для обработки седел жесткого типа с цилиндрическими пилотами
Станки для ремонта седел шарнирного типа с коническими пилотами
Станки для шлифовки фасок и торцов клапанов
Станки для обработки привалочных плоскостей
- Плоскошлифовальные станки Robbi
- Плоскошлифовальные станки Maxpreci (Dalcan)
- Плоскошлифовальные станки Carmec
- Турецкие моечные машины Muteks
- Турецкие портальные моечные машины Muteks
- Турецкие ультразвуковые моечные машины Muteks
- Турецкие моечные машины Provalve PM
- Моечные и пескоструйные машины Guyson
- Ультразвуковые моечные машины Dalcan
Оборудование для выпрессовки-запрессовки направляющих втулок и седел клапанов
Оборудование для контроля качества сопряжения клапанов с седлами
Оборудование для разборки-сборки головок блока цилиндров
- Пневматические рассухариватели CARMEC
- Пневматические рассухариватели BW
- Ручные механические рассухариватели Muteks
Прочие станки и оборудование
Наш склад станков и оборудования
Пользователи станков для ремонта ГБЦ
НАША ИНФОРМАЦИЯ
Техническая информация
Репортажи
Статьи
- РАЗГРОМ (размышления после выставки о плохих копиях плохих станков, шашечках и угольке)
- Станки "по осени считают"
- Цена несоосности
- Раз - соосность, два - соосность
- «Пластилиновые» станки или насколько серьезен вопрос выбора станочного оборудования
- Вы не можете позволить себе рассчитывать на меньшее качество
- К вопросу выбора станочного оборудования надо подходить серьезно
- Поспешай не торопясь: как не ошибиться при выборе станка для шлифовки клапанов
- Дело – в волшебных пузырьках
НАША КОМПАНИЯ
C 2005 г. Специализированный моторный центр (СМЦ) «АБ-Инжиниринг» работает в тесном сотрудничестве с ведущими компаниями-производителями станков для ремонта головок блока цилиндров, в том числе, Provalve, Robbi, Maxpreci (Dalcan), SERDI, SERDI Srl и другими.
Это оборудование работает на заводах ведущих автомобильных компаний, в тюнинговых фирмах, ремонтных мастерских и автосервисах всех стран мира.
Для того, чтобы посмотреть оборудование в работе, получить дополнительную информацию, пройти обучение, составить комплектацию и сделать заказ, свяжитесь с нами.
НАШ ЭКСКЛЮЗИВНЫЙ ИНФОРМАЦИОННО-ОБУЧАЮЩИЙ МАТЕРИАЛ
ПО УСТРОЙСТВУ, РАБОТЕ И ПРЕИМУЩЕСТВАМ ЖЕСТКИХ СТАНКОВ С ЦИЛИНДРИЧЕСКИМИ ПИЛОТАМИ
Станки для обработки седел головок блока цилиндров составляют основу линии оборудования любой фирмы, серьезно занимающейся ремонтом двигателей. Отличительные особенности этого оборудования — точность, обеспеченная жесткостью режущей системы, удобство в работе и высокая производительность. Кроме того, некоторые модели станков позволяют при ремонте головок блока обрабатывать одновременно и седла клапанов и направляющие втулки, что еще более повышает их эксплуатационные характеристики.
Оборудование для ремонта головок блока цилиндров выпускается многими фирмами, однако не все образцы станков для обработки седел клапанов могут быть успешно использованы на практике. Так, подавляющее большинство станков так называемого шарнирно-байонетного типа не позволяют выполнить качественную обработку седел ГБЦ по причине малой жесткости режущей системы, особенно при обработке седел в головках блоков современных легковых автомобилей и мотоциклов. Вследствие указанных причин станки с жестким шпинделем и цилиндрическим пилотом в настоящее время не имеют разумной альтернативы в данном секторе транспортных средств и пользуются большой популярностью не только у ремонтников, но и производителей автотехники.
К жесткому типу относится в 1-ю очередь оборудование для ремонта головок блока цилиндров SERDI, Provalve, SERDI Srl, BW, MAXPRECI и некоторых других производителей аналогичных машин. Основное отличие этих станков для обработки седел клапанов заключено в жестком креплении резца и пилота к шпинделю станка, в то время как у станков шарнирно-байонетного типа между пилотом с резцом и шпинделем установлен шарнир (предлагаем попробовать проточить что-нибудь на токарном станке, поставив резец на шарнире!).
Вот почему именно оборудование жесткого типа с цилиндрическим пилотом работает сегодня на заводах ведущих автомобильных компаний и рекомендовано для моторного ремонта и фирмами MAHLE и KOLBENSCHMIDT.
Специализированные станки и оборудование для обработки седел клапанов головок блока
жесткого типа приобретают, в 1-ю очередь, наиболее продвинутые фирмы и автопредприятия, рассматривающие высокое
качество работы, как главный приоритет своей деятельности. Многие российские предприятия приобретают
сразу комплекс оборудования (станок для обработки седел клапанов, станок для шлифовки клапанов,
установка для гидравлических испытаний), что позволяет им сразу организовать участок
специализированного ремонта головок блока цилиндров. Сегодня в России
работают более 150 станков жесткого типа по меньшей мере в 55 компаниях в более чем 30 городах России и других стран — см. раздел сайта "Пользователи станков".
Такая большая популярность станков жесткого типа во всем мире объясняется их гораздо большей универсальностью, связанной с преимуществами в точности обработки по сравнению с оборудованием многих других производителей именно на малых диаметрах клапанов — благодаря их высокой жесткости, обеспечиваемой специальной системой центрирования шпинделя на сферических и плоских воздушных подушках.
Сравнение станков с жестким шпинделем и цилиндрическим пилотом со станками других производителей показывает, что применяемая в жестких станках конструкция шпинделя обеспечивает существенно более высокую точность обработки седел клапанов, главным образом, при малых диаметрах стержня клапана. Тем самым, жесткий станок с цилиндрическим пилотом оказывается гораздо более универсальным. Оборудование же шарнирно-байонетного типа с коническим пилотом, напротив, эффективно работает только при больших диаметрах клапана, поэтому оно получило распространение только там, где ремонтируют старые, тракторные и грузовые двигатели.
Ниже вы можете наглядно посмотреть, чем принципиально отличается процесс жесткой обработки седел клапанов на настоящем станке жесткого типа (первый и второй слева) от того, что получается на устаревшем нежестком оборудовании шарнирно-байонетного типа (в центре). Особое внимание рекомендуем обратить на чрезмерную глубину резания фаски седла на устаревшем оборудовании, а также на необходимость обязательной притирки клапанов — это является следствием несоосности седла и клапана при шарнирной схеме и практически полностью убивает профиль седла, полученный при обработке фаски седла на станке.
Рекомендуем также посмотреть, насколько скорость обработки фаски седла на станках с жестким шпинделем выше, чем на станках с ЧПУ тех производителей, которые называют точечную обработку своим главным преимуществом (справа) — производительность отличается в разы, причем, пока "умный" станок с ЧПУ еще только работает с одним-единственным седлом, пытаясь повторить своим точечным резцом заданный программой профиль седла, обычный станок с жестким шпинделем успевает сделать профильным резцом почти полный ряд седел в головке!
Отсюда следует, что станки с ЧПУ и точечной обработкой не имеют обоснованного практического применения в практическом ремонте головок цилиндров и используются исключительно только в рекламно-маркетинговых целях. В то время как там, где они имеют реальные преимущества, к примеру, при производстве спортивных моторов, такие станки почти не используются.
Вследствие указанных причин станки с ЧПУ и точечной обработкой ниже не рассматриваются как не имеющие реальных перспектив применения в ремонте.
Модельный ряд станков жесткого типа для ремонта седел включает в себя следующие главные и наиболее популярные типы станков с цилиндрическими пилотами и профильными резцами:
СТАНКИ ЖЕСТКОГО ТИПА С ЦИЛИНДРИЧЕСКИМ ПИЛОТОМ — КЛАССИФИКАЦИЯ ПО ОБЛАСТИ ПРИМЕНЕНИЯ
|
1. Станки для обработки преимущественно малых головок цилиндров мотоциклов |
||||
 |
 |
|||
| SERDI Srl Evo Plus (Light) >>> | Provalve-600 >>> | |||
|
2. Универсальные станки для обработки головок цилиндров мотоциклов, легковых автомобилей, легких грузовиков и сельхозтехники |
||||
 |
 |
|||
| SERDI S3.0 >>> | Provalve-800 >>> | |||
|
||||
| Provalve-1000 >>> | ||||
|
3. Станки для обработки преимущественно головок цилиндров легких, средних грузовиков и сельхозтехники |
||||
 |
 |
|||
| SERDI Srl Evo Master (FC) >>> | SERDI Srl Evo Classic (ML) >>> | |||
 |
||||
| Maxpreci (DALCAN Machines) VSC777 >>> | ||||
|
4. Станки для обработки головок цилиндров грузовиков, сельхоз- и тяжелой техники |
||||
 |
 |
|||
| Maxpreci (DALCAN Machines) VSC999 >>> | SERDI Srl Evo Mega (XL) >>> | |||
|
5. Полностью универсальные станки для обработки любых типов головок цилиндров — от мотоциклов и легковых автомобилей до грузовиков и тяжелой техники |
||||
 |
 |
|||
| SERDI S4.0 Power >>> | Provalve-1600 >>> | |||
|
||||
| Provalve-4.0 >>> | ||||
СТАНКИ ЖЕСТКОГО ТИПА С ЦИЛИНДРИЧЕСКИМ ПИЛОТОМ — КЛАССИФИКАЦИЯ ПО КОЛИЧЕСТВУ ВОЗДУШНЫХ ПОДУШЕК
1) станки с 2-мя воздушными подушками:
- 1 на шпинделе (сферическая) и одна на столе (плоская), привод шпинделя непосредственно от двигателя на шпинделе — представлены станком SERDI Srl EVO Plus (Light),
- 1 на рабочей бабке (плоская) и 1 на шпинделе (сферическая), привод шпинделя ремнем от внешнего двигателя — представлены станком SERDI 2.0,
2) станки с 3-мя воздушными подушками:
- 1 на рабочей бабке (плоская), 1 на шпинделе (сферическая) и 1 на столе, привод шпинделя ремнем от внешнего двигателя — представлены станком SERDI 100HD,
- 1 на шпинделе (плоская), 1 на шпинделе (сферическая) и 1 на столе, привод шпинделя непосредственно от серводвигателя на шпинделе — представлены станком Provalve-600,
- 1 на рабочей бабке (плоская), 1 на шпинделе (сферическая) и 1 на столе, привод шпинделя непосредственно от двигателя на шпинделе — представлены станками SERDI Srl EVO Master (FC), EVO Classic (ML), EVO Mega (XL), MAXPRECI (DALCAN Machines) VSC777, VSC999,
- 1 на рабочей бабке (плоская) и 2 на шпинделе (сферическая и плоская), привод шпинделя от встроенного двигателя — представлены станком SERDI 3.0,
3) станки с 4-мя воздушными подушками:
- 1 на рабочей бабке (плоская), 2 на шпинделе (сферическая и плоская) и 1 на столе, привод шпинделя от встроенного асинхронного двигателя или серводвигателя — представлены станком SERDI 4.0, а также линейкой станков Provalve: Provalve-800, 1000, Provalve-1600 и Provalve-4.0.
В соответствии с указанными данными напрашивается вывод, что чем больше подушек имеет станок, тем точнее он центрирует инструмент перед обработкой (сложность конструкции станков в списке увеличивается сверху вниз). При этом по сложности конструкции станки SERDI Srl и MAXPRECI (DALCAN Machines) занимают промежуточное положение между станками SERDI 2.0 и SERDI 100HD с одной стороны, и SERDI 3.0, SERDI 4.0 и Provalve-800, -1000, -1600 и -4.0 с другой. Однако на самом деле разница в точности обработки между всеми станками данного типа не слишком велика.
Действительно, точность центрирования инструмента может быть различна для разных конструкций привода шпинделя — теоретически она возрастает от привода ремнем до встроенного шпиндельного двигателя, однако на самом деле явного повышения точности обработки с увеличением количества воздушных подушек не происходит. К тому же конструкция с двигателем непосредственно на шпинделе практически оказалась идентична по точности встроенному двигателю.
Как показывает практика применения станков данного типа, в действительности встроенный двигатель не дает явных преимуществ в точности по сравнению с более тяжелым двигателем на шпинделе, если положение шпинделя выдерживается строго по вертикали. Более того, встроенный двигатель из-за невозможности организовать нормальное охлаждение склонен к перегреву, что вызывает расширение шпинделя и заклинивание его в пиноли. Это, а также стремление получить плавное вращение шпинделя на меньших оборотах, является причиной наметившейся тенденции к применению легких серводвигателей вместо асинхронных — дорогостоящих встроенных или тяжелых внешних. Данный пример иллюстрирует тот факт, что далеко не все преимущества сложных и дорогостоящих станков стоят тех денег, которые за них платятся.
Или еще пример — воздушная подушка шпинделя дает преимущества в точности только при одновременном выполнении всех прочих условий точного центрирования, в том числе, при строго вертикальном положении шпинделя, точном выравнивании станка, точной вертикальной балансировке шпинделя и т.д. На практике данными требованиями обычно пренебрегают или не придают значения в силу незнания, непонимания и/или низкой квалификации оператора, вследствие чего более сложные и дорогие станки со встроенным шпиндельным двигателем и дополнительной воздушной подушкой шпинделя в реальных условиях эксплуатации не всегда могут показать принципиальные преимущества в точности по сравнению с более простыми вариантами.
Тем не менее, воздушная подушка шпинделя, а также воздушная подушка стола в некоторых станках (Provalve) могут играть ключевую роль в качестве и скорости выполнения центрирования, если в конструкции реализована функция автоматического центрирования. При отсутствии такой функции возрастает роль оператора, от квалификации которого начинает зависеть точность обработки. Другими словами, точность может быть обеспечена либо автоматизацией центрирования, либо вручную квалификацией оператора, которая может повлиять в любую сторону. Именно по этой причине нередко квалифицированный оператор на более простом станке может сделать работу точнее, чем неграмотный на более сложном и дорогом.
СТАНКИ ЖЕСТКОГО ТИПА С ЦИЛИНДРИЧЕСКИМ ПИЛОТОМ — КЛАССИФИКАЦИЯ ПО КОНСТРУКТИВНОЙ СХЕМЕ ЦЕНТРИРОВАНИЯ ИНСТРУМЕНТА
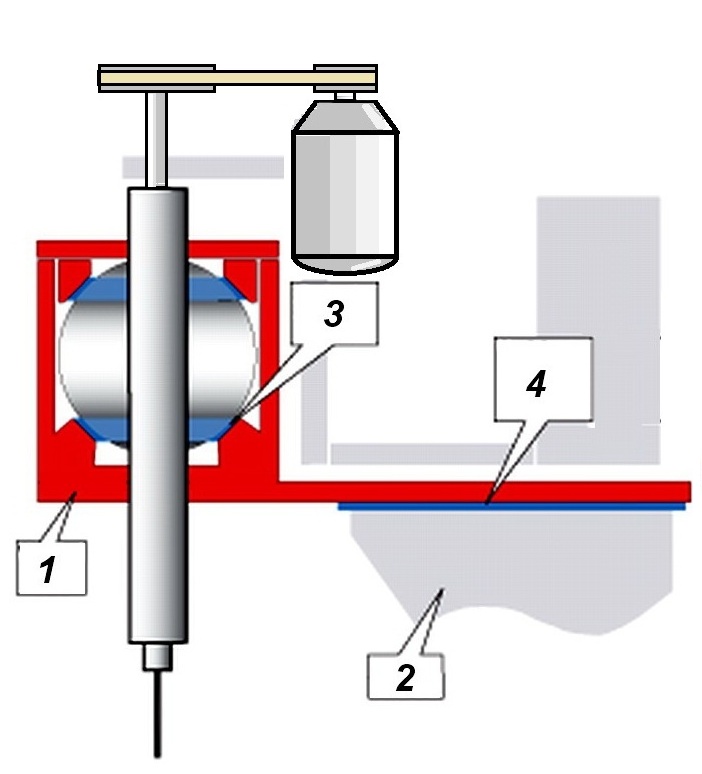 Станок с приводом шпинделя от внешнего двигателя, сферической и плоской воздушными подушками (Serdi 2.0, 100HD) — воздушная подушка стола не включена в систему центрирования и имеет вспомогательное значение. Только для клапанов с диаметром стержня более 7-8 мм! |
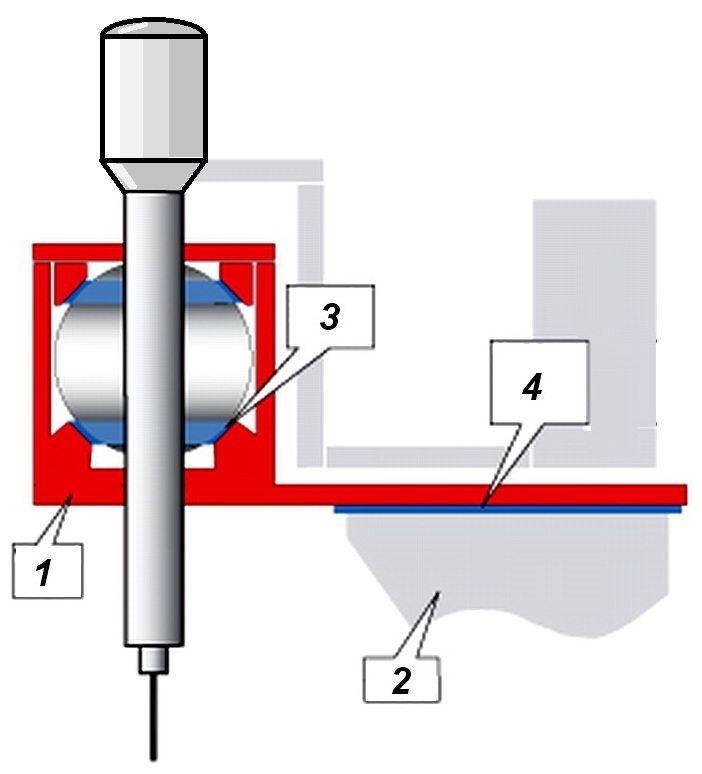 Станок с приводом от двигателя на шпинделе, сферической и плоской воздушными подушками (все станки Serdi Srl) — воздушная подушка стола не включена в систему центрирования и имеет вспомогательное значение. Преимущественно для клапанов с диаметром стержня более 7 мм. |
|||||
 Станок с приводом шпинделя от встроенного двигателя, сферической и плоской воздушными подушками (MAXPRECI-DALCAN Machines) — воздушная подушка стола не включена в систему центрирования и имеет вспомогательное значение. Преимущественно для клапанов с диаметром стержня более 7 мм. |
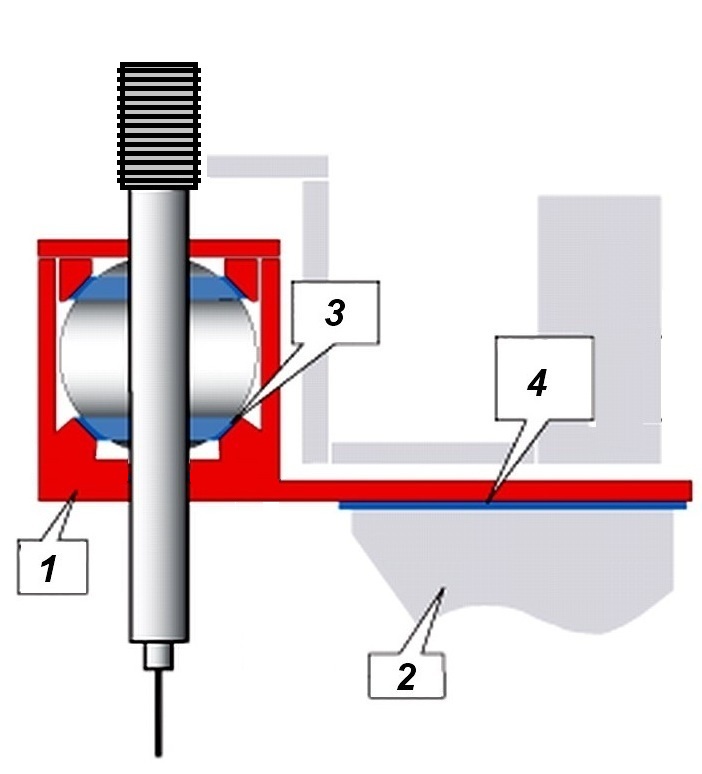
 Станок с приводом шпинделя от встроенного асинхронного двигателя, сферической и 2-мя плоскими воздушными подушками (тип Serdi 3.0, 4.0 Power) — воздушная подушка стола или отсутствует, или имеет вспомогательное значение и не включена в систему центрирования. Для любых клапанов с любым диаметром стержня. |
|||||
 Станок с приводом шпинделя от встроенного серводвигателя, сферической и 3-мя плоскими воздушными подушками (Provalve-800, -1000, -1600, -4.0) — воздушная подушка стола включена в систему центрирования, а воздушная подушка рабочей бабки в центрировании не участвует и выполняет только вспомогательные функции. Для любых клапанов с любым диаметром стержня. |
||||||
|
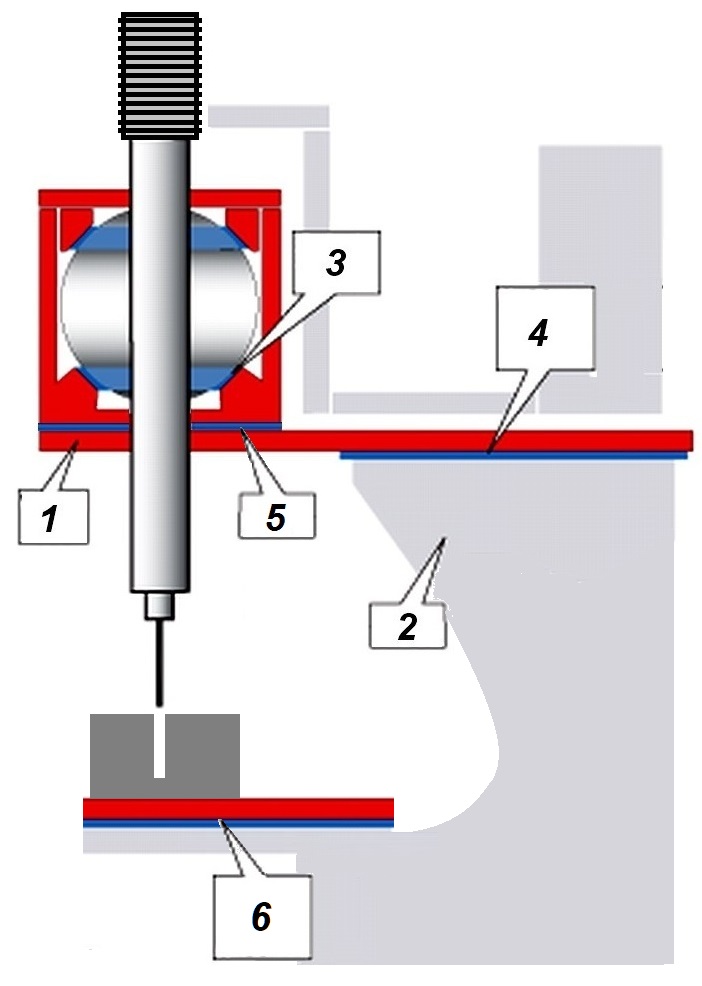
1 - рабочая бабка, 2 - станина, 3 - сферическая воздушная подушка шпинделя, 4 - плоская воздушная подушка рабочей бабки, 5 - плоская воздушная подушка шпинделя (сферы), 6 - воздушная подушка стола. |
||||||
Из таблицы можно видеть, что усложнение станков шло по пути увеличения количества воздушных подушек, что было связано с необходимостью добиться точности обработки при малых диаметрах пилотов (при диаметрах более 8 мм для точной обработки достаточно старых станков с коническим пилотом и байонетным шарниром шпинделя, практически не требующих воздушных подушек).
Автоматическое центрирование было реализовано путем включения в систему центрирования воздушной подушки рабочего стола (станки Provalve), что принципиально отличает станки данной марки от остальных, у которых воздушная подушка рабочего стола, если она есть (не у всех), играет лишь вспомогательну установочную функцию.
Несмотря на особенности, при условии обеспечения строго вертикального положения шпинделя, все конструктивные схемы станков жесткого типа в целом потенциально обладают близкой точностью независимо от конструкции и количества воздушных подушек (исключение может составлять только вариант ременного привода от внешнего двигателя, в котором за счет дополнительного усилия ремня точность центрирования снижена, что находит отражение в увеличенном минимальном диаметре стержня клапанов у станков данной схемы — 7 мм).
Однако следует иметь ввиду, что наивысшую точность дают только станки, имеющие 2 воздушных подушки на шпинделе — сферическую и плоскую, поскольку именно такая конструкция устраняет любые боковые силы и потому способна точно работать на самых маленьких пилотах. Однако при правильном подходе учет этих особенностей позволяет успешно использовать на практике более простые и дешевые станки без какого-либо заметного ущерба для точности обработки.
Тем не менее, все указанные замечания справедливы только для станков с ручным управлением и при условии высокой квалификации оператора. Поэтому уменьшение влияния оператора на технологические процессы центрирования путем их автоматизации (Provalve) делает автоматические станки, по сравнению с традиционными станками с ручным управлением, более точными и стабильными.
СТАНКИ ЖЕСТКОГО ТИПА С ЦИЛИНДРИЧЕСКИМ ПИЛОТОМ — ОСОБЕННОСТИ КОНСТРУКЦИИ РАЗЛИЧНЫХ МОДЕЛЕЙ:
|
ОСОБЕН-ТИ КОНСТР-ЦИИ |
ВОЗДУШНЫЕ ПОДУШКИ |
||||
ОСНОВ. МОДЕЛИ СТАНКОВ |
Возд. |
Плоск. |
Сфер. |
Возд. |
Автом. |
|
- |
- |
+ |
+ |
- |
|
|
SERDI 2.0 |
+ |
- |
+ |
- |
- |
|
SERDI 100HD |
+ |
- |
+ |
+ |
- |
|
- |
+ |
+ |
+ |
+ |
|
|
+ |
- |
+ |
+ |
- |
|
|
+ |
- |
+ |
+ |
- |
|
|
+ |
+ |
+ |
- |
- |
|
|
+ |
+ |
+ |
+ |
+ |
|
|
+ |
+ |
+ |
+ |
+ |
|
|
+ |
+ |
+ |
+ |
- |
|
|
+ |
+ |
+ |
+ |
+ |
|
|
+ |
+ |
+ |
+ |
+ |
|
|
ОСОБЕН-ТИ КОНСТР-ЦИИ |
ПРИВОД ШПИНДЕЛЯ |
|||
ОСНОВ. МОДЕЛИ СТАНКОВ |
Прив. |
Внеш. |
Встр. |
|
|
- |
+ |
- |
- |
|
|
SERDI 2.0 |
+ |
- |
- |
- |
|
SERDI 100HD |
+ |
- |
- |
- |
|
- |
- |
- |
+ |
|
|
- |
- |
+ |
- |
|
|
- |
+ |
- |
- |
|
|
- |
- |
+ |
- |
|
|
- |
- |
- |
+ |
|
|
- |
- |
- |
+ |
|
|
- |
- |
+ |
- |
|
|
- |
- |
- |
+ |
|
|
- |
- |
- |
+ |
|
СТАНКИ ЖЕСТКОГО ТИПА С ЦИЛИНДРИЧЕСКИМ ПИЛОТОМ — ПОДБОР СТАНКА ДЛЯ КОНКРЕТНЫХ УСЛОВИЙ РАБОТЫ:
|
ОСН. ПАРАМ. СТАНКОВ |
||||||||||
| ПОЛНЫЕ РАЗМЕРЫ МАШИНЫ | ||||||||||
| Длина, мм | 1700 | 1580 | 1750 | 1415 | 1440 | |||||
| Ширина, мм | 1000 | 1000 | 1150 | 950 | 1050 | |||||
| Высота, мм | 2115 | 2100 | 2200 | 2115 | 2170 | |||||
| РАЗМЕРЫ ОБРАБАТЫВАЕМЫХ ГОЛОВОК БЛОКА ЦИЛИНДРОВ | ||||||||||
| Длина, мм | Не огр. | Не огр. | Не огр. | Не огр. | Не огр. | |||||
| Ширина, мм | 500 | 550 | 500 | 450 | 500 | |||||
| Высота, мм | 500 | 450 | 450 | 450 | 450 | |||||
| Наклон привалоч. плоскости, град. |
+65° -65° |
+42° -15° |
+42° -15° |
+65° -65° |
+42° -15° |
|||||
| Размеры обрабат. седел клапанов, мм | 16– 120 | 14– 90 | 16– 120 | 16– 80 | 16– 50 | |||||
| Мин. диаметр направл. втулки, мм | 3,5 | 3,5 | 4 | 3,5 | 4 | |||||
| ЦЕНТРИРУЕМАЯ РАБОЧАЯ ЧАСТЬ | ||||||||||
| Продол. ход, мм | 850 | 1180 | 990 | 200 | 600 | |||||
| Попереч. ход, мм | 0 | 40* | 40 | 0 | 40 | |||||
| Перемещ. сферы (на радиус), мм | 10 | - | 9 | 10 | 9 | |||||
| ШПИНДЕЛЬ | ||||||||||
| Наклон шпинделя макс., град. | 10 | 6 | 5 | 10 | 5 | |||||
| Ход шпинделя, мм | 300 | 200 | 200 | 200 | 200 | |||||
| Шпиндел. двигатель | Серво | Внешн. | Встр. | Серво | Встр. | |||||
| Мощность двигателя, Вт | 750 | 1500 | 2200 | 750 | 1500 | |||||
| Частота вращения, об/мин | 0- 640 | 35- 700 | 60- 1200 | 0- 800 | 100- 1200 | |||||
| Воздуш. система центрир. шпинделя | Тройн. | Двойн. | Тройн. | Тройн. | Тройн. | |||||
| ОБОРУДОВАНИЕ | ||||||||||
| Вакуум. тестер | + | + | + | + | + | |||||
| Заточка резца | + | + | + | + | + | |||||
| Привод стола станка | Возд. подуш. 650 мм |
Возд. подуш. |
Возд. подуш. |
Возд. подуш. 630 мм |
Руч. | |||||
| УПРАВЛ. | Авт. ЧПУ | Руч. | Руч. | Авт. ЧПУ | Руч. | |||||
| ПРИМЕНЕНИЕ | ||||||||||
| Мото | + | + | + | + | + | |||||
| Легковые авто | + | + | + | + | + | |||||
| Легкие грузов. | + | + | + | + | + | |||||
| Грузовые, обществ. транс-т | + | + | + | + | + | |||||
| Тяжелая техника, морские суда | + | + | + | - | - | |||||
| ЦЕНА (ориен.) тыс. Евро | 25 | 50 | 80 | 20 | 60 | |||||
|
ОСНОВ. ПАРАМ. СТАНК. |
||||||||||
| ПОЛНЫЕ РАЗМЕРЫ МАШИНЫ | ||||||||||
| Длина, мм | 1580 | 1200 | 1200 | 1600 | 1400 | |||||
| Ширина, мм | 1000 | 1000 | 850 | 1100 | 1100 | |||||
| Высота, мм | 2100 | 2100 | 2100 | 2100 | 2100 | |||||
| РАЗМЕРЫ ОБРАБАТЫВАЕМЫХ ГОЛОВОК БЛОКА ЦИЛИНДРОВ | ||||||||||
| Длина, мм | Не огран. | Не огран. | 900 | 1250 | 950 | |||||
| Ширина, мм | 550 | 550 | 320 | 500 | 450 | |||||
| Высота, мм | 450 | 450 | 220 | 450 | 450 | |||||
| Наклон привал. плоск., град. |
+42° -15° |
+42° -15° |
+42° -15° |
+42° -15° |
+42° -15° | |||||
| Размеры обрабат. седел клапанов, мм | 14– 90 | 14– 90 | 14– 90 | 20- 70 | 20- 70 | |||||
| Мин. диаметр направл. втулки, мм | 3,5 | 3,5 | 3,5 | 4 | 4 | |||||
| ЦЕНТРИРУЕМАЯ РАБОЧАЯ ЧАСТЬ | ||||||||||
| Продол. ход, мм | 1120 | 800 | - | 1200 | 600 | |||||
| Попереч. ход, мм | 40* | 40* | - | 40 | 40 | |||||
| Перемещ. сферы (на радиус), мм | - | - | - | - | - | |||||
| ШПИНДЕЛЬ | ||||||||||
| Наклон шпинделя макс., град. | 6 | 6 | 6 | 5 | 5 | |||||
| Ход шпинделя, мм | 200 | 200 | 200 | 200 | 200 | |||||
| Шпиндел. двигатель | Внеш. | Внеш. | Внеш. | Встр. | Встр. | |||||
| Мощность двигателя, Вт | 1500 | 1500 | 750 | 1500 | 1500 | |||||
| Частота вращения, об/мин | 35- 700 | 35- 700 | 35- 700 | 35- 500 | 35- 500 | |||||
| Возд. система центрир. шпинделя | Двойн. | Двойн. | Один. | Двойн. | Двойн. | |||||
| ОБОРУДОВАНИЕ | ||||||||||
| Вакуум. тестер | + | + | Доп. | + | + | |||||
| Заточка резца | + | + | Доп. | + | + | |||||
| Привод стола станка | Возд. подуш. |
Возд. подуш. |
Возд. подуш. |
Возд. подуш. |
Возд. подуш. | |||||
| УПРАВЛ. | Руч. | Руч. | Руч. | Руч. | Руч. | |||||
| ПРИМЕНЕНИЕ | ||||||||||
| Мото | + | + | + | + | + | |||||
| Легковые авто | + | + | + | + | + | |||||
| Легкие грузов. | + | + | - | + | + | |||||
| Грузовые, обществ. транс-т | + | + | - | + | + | |||||
| Тяжелая техника, морские суда | - | - | - | + | - | |||||
| ЦЕНА (ориен.) тыс. Евро | 45 | 40 | 35 | 30 | 25 | |||||
Вы можете отправить запрос на любое станочное оборудование прямо с нашего сайта.
Оборудование для обработки седел других производителей...
Сравнение станков жесткого типа со станками шарнирно-байонетного типа.
Еще о преимуществах станков жесткого типа по сравнению со станками некоторых других производителей
Мы готовы предложить Вам любой вариант оборудования Вашего цеха станками для ремонта головок блока цилиндров любого производителя — от самой дорогой TOP-модели до самого дешевого, но не менее качественного станка.
Вы можете отправить запрос на станочное оборудование для ремонта ГБЦ с нашего сайта или отправить запрос по электронной почте.
ВНИМАНИЕ! Сайт www.ab-engine.com носит исключительно информационный характер и не может рассматриваться в качестве публичной оферты согласно положениям Статьи 437 Гражданского Кодекса Российской Федерации. Пожалуйста, обращайтесь к менеджерам по продажам для получения подробной информации о ценах на оборудование.