

ДЕМОНСТРАЦИОННЫЙ ЗАЛ ОБОРУДОВАНИЯ
 Моторный участок по ремонту двигателей — эксклюзивный комплекс услуг по ремонту двигателей, включая экспертизу неисправности, ремонт, а также дефектовку "контрактных" двигателей с их восстановлением.
Моторный участок по ремонту двигателей — эксклюзивный комплекс услуг по ремонту двигателей, включая экспертизу неисправности, ремонт, а также дефектовку "контрактных" двигателей с их восстановлением.
KOLBENSCHMIDT одобряет! Единственное независимое издание, одобренное KOLBENSCHMIDT-ом!
 Вышла наша новая книга — "Экспертиза технического состояния и причины неисправностей автомобильной техники" (авторы С.Лосавио, А.Хрулев, В.Дроздовский, издательство АБС, 966 с.). В этой книге впервые приведены совершенно эксклюзивные данные о неисправностях различных автомобильных узлов и агрегатов, включая двигатель и трансмиссию (в том числе, АКП), а также тормозное, рулевое управление и лакокрасочное покрытие. Что касается двигателя, мы постарались охватить практически все проблемы, связанные с исследованиями неисправностей — от правильной терминологии до последствий неквалифицированного ремонта.
Вышла наша новая книга — "Экспертиза технического состояния и причины неисправностей автомобильной техники" (авторы С.Лосавио, А.Хрулев, В.Дроздовский, издательство АБС, 966 с.). В этой книге впервые приведены совершенно эксклюзивные данные о неисправностях различных автомобильных узлов и агрегатов, включая двигатель и трансмиссию (в том числе, АКП), а также тормозное, рулевое управление и лакокрасочное покрытие. Что касается двигателя, мы постарались охватить практически все проблемы, связанные с исследованиями неисправностей — от правильной терминологии до последствий неквалифицированного ремонта.
Получилось самое подробное изложение всей цепочки действий, связанных с исследованием причин неисправности, включая не только подробное описание признаков огромного числа различных повреждений и дефектов, но и действий различных лиц, участвующих в этом процессе, включая хорошо знакомых всем перонажей типа особо "грамотных" и наиболее "продвинутых" "экспертов". Все это, разумеется, сопровождается цветными фото и рисунками - только по двигателю их больше 1000! Книга получила высокую оценку компании Kolbenschmidt. Что неудивительно — книга такого формата по данной теме реально выпущена впервые в мире. Тираж ее ограничен, поэтому рекомендуем не откладывая связаться с издательством.
Сегодня Специализированный моторный центр (СМЦ) "АБ-Инжиниринг" обладает большим комплексом современного высокоточного оборудования знаменитых мировых производителей — итальянской компании ROBBI, турецкой SERDARLAR MAKINE (Provalve), индийской MAXPRECI, датской AMC-SCHOU и французской SERDI.
НАШ КОМПЛЕКС ОБОРУДОВАНИЯ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ДВИГАТЕЛЕЙ НАСТОЛЬКО УНИКАЛЕН ПО КАЧЕСТВУ, НОМЕНКЛАТУРЕ, СТОИМОСТИ И ЛЮБЫМ ДРУГИМ ПАРАМЕТРАМ, ЧТО НЕ ОСТАВЛЯЕТ НИКАКИХ ШАНСОВ НИКАКИМ КОНКУРЕНТАМ — НИ ОТЕЧЕСТВЕННЫМ, НИ ЗАПАДНЫМ!

Технологии ремонта моторных деталей в СМЦ базируются как на собственном опыте, так и на опыте других фирм, работающих в этом же направлении. Выбор технологии ремонта определяется, в основном, двумя главными факторами — используемым станочным оборудованием и требованиями ремонтной практики (качество ремонта, надежность в эксплуатации).
В СМЦ многие операции по мехобработке деталей традиционны и не представляют собой ничего нового для специалистов в данной области. Однако ряд ремонтных технологий резко отличаются от общепринятых.
Ремонт головок блока цилиндров
Головки блока цилиндров, как известно, нередко требуют разных видов ремонта. Такие операции, как фрезеровка плоскости (или шлифовка для чугунных и дизельных головок блока), выполняются в СМЦ традиционными способами. Однако технологии таких операций, как замена направляющих втулок и, в особенности, седел клапанов, в СМЦ отличны от того, как это делается на многих других ремонтных предприятиях.
Главное отличие состоит в использовании жидкого азота для создания большой разности температур сопрягаемых деталей.
Для обработки седел клапанов в головках блока цилиндров в СМЦ сегодня используется самый мощный и высокоточный станок фирмы Provalve (Турция) — Provalve-4.0. Его отличительные особенности — четыре воздушные подушки в системе автоматического центрирования инструмента по отверстию направляющей втулки клапана. Поскольку рабочий узел или шпиндель станка, висящий сразу на 2-х плоских и одной сферической воздушных подушках, не испытывает никаких сил трения при центрировании, точность обработки седла клапана определяется биением фаски относительно отверстия направляющей втулки, которое составляет не более 0,01 мм. Но самая главная "фишка" этого станка — это, безусловно, автоматическое центрирование инструмента перед обработкой по нажатию всего одной кнопки (патент производителя). На сегодняшний день это очень точное головочное оборудование, способное обрабатывать седла клапанов мотоциклов, легковых и грузовых автомобилей в диапазоне диаметров 16-120 мм при диаметре стержня клапана от 4 мм.
Не отстает по точности и используемый в СМЦ станок для шлифовки клапанов BW VGM100 — биение фаски клапана после обработки не превышает 0,005 мм при диаметре стержня 4–14 мм и диаметре тарелки до 90 мм. Такой выдающийся результат достигается благодаря патентованному способу зажима клапана. Высокая производительность станка позволяет прошлифовать комплект клапанов всего за считанные минуты, причем не только фаски, но и торцы.
Широкое применение в СМЦ нашла опрессовка головок и блоков цилиндров с целью проверки герметичности и обнаружения дефектов в стенках камер сгорания и цилиндров. Эта опереция проводится на опрессовочной машине SERDI SPT1501. Таким способом удаётся выявить трещины там, где визуально их обнаружение невозможно.
Смотреть на YouTube нашу технологию обработки плоскости головок цилиндров — здесь.
Ремонт некоторых головок блока представляет собой отдельную проблему. Практика показывает, что трудности достижения высокого качества ремонта будут весьма велики, если используется традиционный ручной инструмент. Основные причины этого — в несоосности направляющих втулок и седел клапанов после их обработки, особенно, если седла клапанов выполнены из твердых материалов.
С другой стороны, новые клапаны, приобретаемые через магазины и оптовые базы, не всегда имеют высокое качество. Очевидно, некачественно выполненный ремонт влечет за собой снижение ресурса моторов, повышение расхода топлива и токсичности выхлопных газов, падение мощности, что нередко отмечают многие водители. Не всегда спасает положение и покупка новой ГБЦ в сборе — в этом случае приходится иногда сталкиваться не только с большой кривизной седел клапанов (свыше 0,04мм вместо допустимых 0,01 мм), но и с браком литья (поры и трещины), при котором головка блока вообще не может быть установлена на блок цилиндров.
Выход один — использовать при ремонте не дешевые инструменты, а профессиональное оборудование. Так, при обработке седел клапанов головок отечественных автомобилей на станках тип SERDI (включая станок Provalve-4.0) биение седла клапана относительно направляющей втулки не превышает 0,01 мм, а шлифовка новых клапанов на станке SERDI HVR90 позволяет добиться биения рабочих фасок не выше 0,005 мм. В результате из технологии ремонта удается полностью исключить притирку клапанов, одновременно обеспечив не только высокую герметичность, но и ресурс клапанного механизма. При этом все указанные параметры отремонтированных головок блока превышают аналогичные для новых ГБЦ. И именно эта современная технология используется сегодня в СМЦ, в отличие от многих других сервисов, цехов и специализированных центров, продолжающих по старинке работать ручным инструментом.
Очень ответственная операция на заключительном этапе ремонта головки цилиндров — это обработка плоскости. Ушли в небытие доморощенные вертикально-фрезерные станки из советского прошлого — теперь на обработке плоскости в любом уважающем себя цехе работает только специализированный плоскошлифовальный и плоскофрезерный станок.
Для фрезеровки и шлифовки плоскостей применяется плоскошлифовальный станок AMC-SCHOU SG1400V, который обеспечивает высшее качество обработки любых головок блока цилиндров, включая форкамерные. Этот станок обладает также наивысшей надежностью, долговечностью и точностью, что позволяет снимать с плоскости минимально возможный припуск. Как это делается у нас в цехе, и какие тонкости есть в этой работе, смотрите видеорепортаж из нашего цеха:
...Подробнее о станках для ремонта головок блока
...Подробнее о ремонте головок блока цилиндров
...Подробнее о шлифовке клапанов
...Подробнее об опрессовке головок блока
...Цены на ремонт головок блока цилиндров
Шлифовка коленчатого вала
 Коленчатые валы в СМЦ ремонтируются при строгом соблюдении техпроцесса шлифовки.
Так, коренные шейки шлифуются только в центрах. При необходимости
предварительно выполняется правка центровых фасок вала в токарном станке с
помощью люнета, чтобы обеспечить точную установку вала в шлифовальном станке. Допустимые
биения хвостовика и поверхности заднего сальника не превышают 0,02 мм, причем
валы с биением средней коренной шейки более 0,1-0,12 мм шлифуются только после
правки. Кроме того,
после шлифовки все шейки вала в обязательном порядке полируются.
Коленчатые валы в СМЦ ремонтируются при строгом соблюдении техпроцесса шлифовки.
Так, коренные шейки шлифуются только в центрах. При необходимости
предварительно выполняется правка центровых фасок вала в токарном станке с
помощью люнета, чтобы обеспечить точную установку вала в шлифовальном станке. Допустимые
биения хвостовика и поверхности заднего сальника не превышают 0,02 мм, причем
валы с биением средней коренной шейки более 0,1-0,12 мм шлифуются только после
правки. Кроме того,
после шлифовки все шейки вала в обязательном порядке полируются.
Как все это делается у нас в цехе, и какие тонкости есть в этой работе, смотрите видеорепортаж из нашего цеха:
Смотреть на YouTube нашу технологию шлифовки коленчатых валов — здесь.
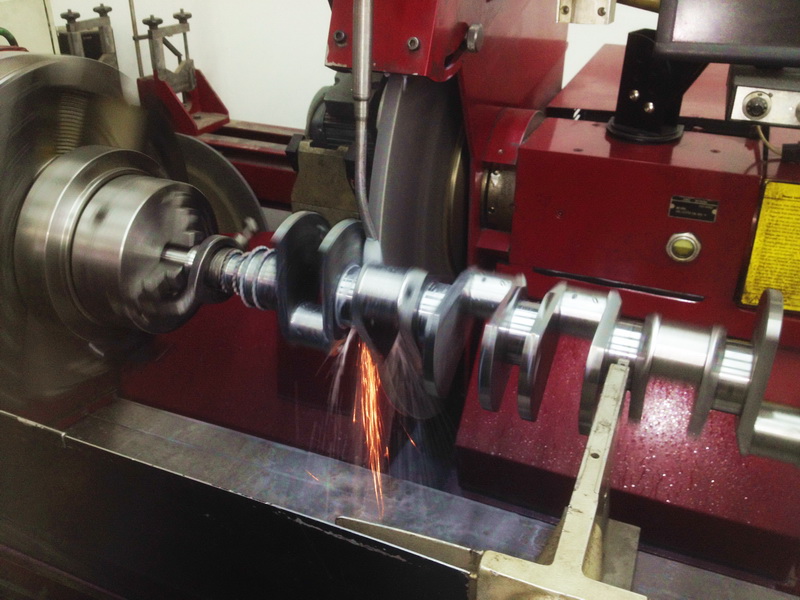
К сожалению, устаревшее отечественное оборудование не может в полной мере удовлетворить тем требованиям к точности шлифовки коленчатых валов, которые сегодня предъявляются к современным двигателям. Именно поэтому в СМЦ "АБ-Инжиниринг" с 2007 года используется высокоточный шлифовальный станок AMC-SCHOU K1500U в самой полной комплектации, включая активный электронный измеритель размера шейки в процессе шлифования. Этот шлифовальный станок всегда можно увидеть в работе.Коленчатые валы, имеющие деформацию перед шлифованием в обязательном порядке подвергаются правке на специализированном прессе для правки коленвалов ROBBI K-84, что обеспечивает минимальный припуск на шлифование, а также сограняет балансировку отремонтированного вала.
Но самое главное — коленчатые валы, имеющие следы ударного износа и перегрева шеек в обязательном порядке проверяются на магнитном дефектоскопе CD1500. Это уникальное оборудование позволяет выявить трещины и исключить возможность поломки вала в последующей эксплуатации.
...Подробнее о шлифовке коленчатого вала...Подробнее о правке коленчатого вала
...Цены на шлифовку коленчатого вала
Расточка и хонингование блоков цилиндров

Блоки цилиндров во многих мастерских уже традиционно много лет ремонтируют так называемым «прямым» хонингованием цилиндров без предварительного растачивания. В результате дефекты блока, в первую очередь, непараллельность цилиндров и их неперпендикулярность постелям подшипников, сохраняются и после ремонта цилиндров. А в некоторых случаях кривизна цилиндров после прямого хонингования блока цилиндров становится даже больше, чем это было до ремонта!
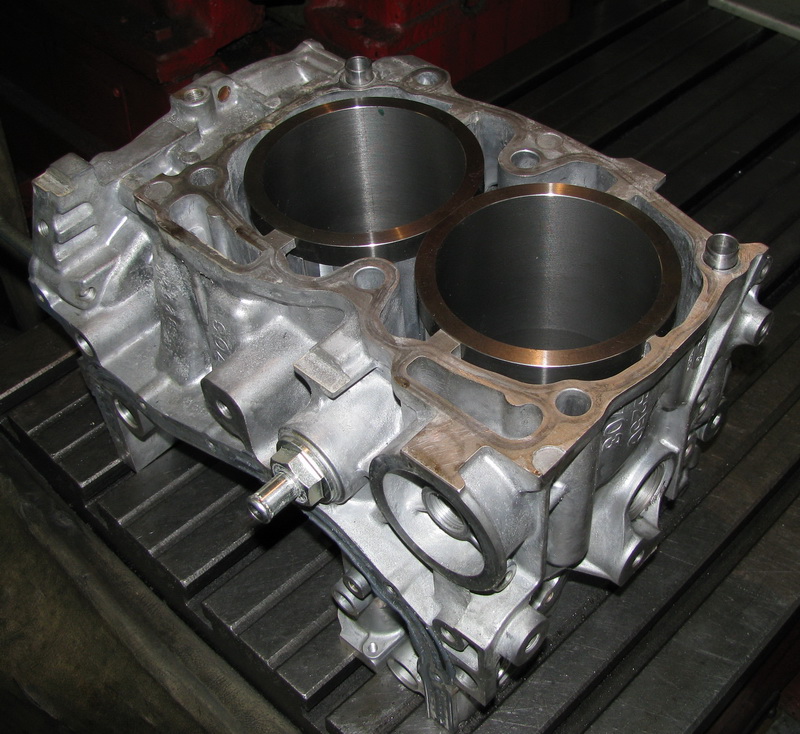
Избежать всего этого позволяет технология, применяемая в СМЦ: для всех без исключения двигателей вначале выполняется расточка блока цилиндров, и лишь после этого производится хонингование блока цилиндров методом плосковершинного хонингования.
Для повышения качества ремонта блоков с 2007 года для расточки любых двигателей применяется расточной станок AMC-SCHOU CM1200V, который всегда можно посмотреть в работе, посетив наше производство.
Как делается расточка цилиндров у нас в цехе, и какие тонкости есть в этой работе, смотрите видеорепортаж из нашего цеха:
Смотреть на YouTube нашу технологию обработки плоскости головок цилиндров — здесь.
Учитывая высокие требования к качеству обработки блоков современных двигателей, а также возросший спрос на этот вид работ, в СМЦ "АБ-Инжиниринг" для хонингования цилиндров был выбран высокоточный хонинговальный станок компании ROBBI модели SET150-E. С 2013 года этот станок работает в цехе и его можно посмотреть в работе.Преимуществом станка SET150-E является не только большая мощность шпиндельного двигателя (3 кВт), позволяющая легко реализовать алмазное хонингование, но и быстрая и точная установка и регулировка положения блока цилиндров на столе с продольным и поперечным перемещением, а также система ЧПУ с автоматическим циклом хонингования, поддержанием постоянного давления хонингования и останова при достижении заданного размера цилиндра. При этом точность хонингования обеспечивает совершенно уникальная и недоступная в станках других производителей 6-брусковая хонинговальная головка, которая в отличие от традиционных 2-брусковых хонголовок, дает точность размера цилиндра не хуже 5 мкм даже в самых "глухих" цилиндрах блоков типа SUBARU.
Как на самом деле делается хонингование, смотрите видеорепортаж из нашего цеха
Смотреть на YouTube нашу технологию хонингования блока цилиндров — здесь.
Установка ремонтных гильз в блоки цилиндров — гильзовка блоков цилиндров, в СМЦ осуществляется с обязательным применением жидкого азота.
Жидкий азот — это жидкость, имеющая температуру кипения около
Альтернатива «азотной технологии» гильзовки — нагрев ответной детали до 180-200°С. В настоящее время так делают в большинстве мастерских. Однако нагрев сопряжен с целым рядом трудностей — необходима печь достаточно больших габаритов, велики затраты электроэнергии, после нагрева и охлаждения деталь может «повести», трудно использовать специальные герметики, т.к. при повышенных температурах они сразу кристаллизуются.
 В СМЦ используется специализированное оборудование для гильзовки двигателей и оригинальная технология запрессовки гильз, которая включает в
себя: охлаждение детали в жидком азоте, подогрев до 50-60°С ответной детали,
нанесение в отверстие ответной детали специального аэробного герметика и
установку (запрессовку) «от руки». В рамках этой технологии устанавливаются
направляющие втулки и седла клапанов в головку блока, гильзы в блок цилиндров и втулки
в верхнюю головку шатуна. Надежность посадки деталей подтверждается тем, что
за время использования этой технологии не выявлено случаев негерметичности
или самопроизвольного ослабления посадки деталей.
В СМЦ используется специализированное оборудование для гильзовки двигателей и оригинальная технология запрессовки гильз, которая включает в
себя: охлаждение детали в жидком азоте, подогрев до 50-60°С ответной детали,
нанесение в отверстие ответной детали специального аэробного герметика и
установку (запрессовку) «от руки». В рамках этой технологии устанавливаются
направляющие втулки и седла клапанов в головку блока, гильзы в блок цилиндров и втулки
в верхнюю головку шатуна. Надежность посадки деталей подтверждается тем, что
за время использования этой технологии не выявлено случаев негерметичности
или самопроизвольного ослабления посадки деталей.
Строгое соблюдение технологий ремонта, точное оборудование для гильзовки двигателей и высокая квалификация персонала позволяют также выполнять специальные работы. К таким работам относится в 1-ю очередь установка в блоки цилиндров специальных гильз от американской компании DARTON Sleeves, специализирующейся на выпуске гильз для самых мощных моторов. По технологии, рекомендованной компанией DARTON, в СМЦ устанавливаются "сухие" и "мокрые" гильзы на многие двигатели Subaru, Toyota, Honda, Nissan, Ford и другие.
...Подробнее о расточке блоков цилиндров
...Подробнее о хонинговании блоков цилиндров
...Подробнее о гильзовке блоков цилиндров
...Цены на ремонт блоков цилиндров
Ремонт шатунов
 Шатуны длительно работавших моторов нередко требуют восстановления
геометрии нижней головки и замены втулки верхней головки. Если первое не
представляет каких-либо технологических трудностей, то замена втулки в
некоторых мастерских выполняется по упрощенной технологии (только
хонингованием), в результате которой оси отверстий верхней и нижней головок
становятся непараллельными.
Шатуны длительно работавших моторов нередко требуют восстановления
геометрии нижней головки и замены втулки верхней головки. Если первое не
представляет каких-либо технологических трудностей, то замена втулки в
некоторых мастерских выполняется по упрощенной технологии (только
хонингованием), в результате которой оси отверстий верхней и нижней головок
становятся непараллельными.
В СМЦ после замены втулки ее внутренняя поверхность в обязательном порядке растачивается, причем базой для установки шатуна в станке служит отверстие нижней головки. Аналогично при сильном износе отверстия нижней головки оно также вначале растачивается, и лишь затем хонингуется.
Ну, и конечно, любая операция с шатунами начинается и заканчивается контролем геометрии — это делается на специальном измерительном приспособлении MAXPRECI (Dalcan) RACD-450, оснащенном точными индикаторами (на фото слева). ——>
...Подробнее о ремонте шатуна...Цены на ремонт шатунов
Ремонт постелей в блоках и головках блоков
Для ремонта постелей подшипников в СМЦ в настоящее время используется высокоточный горизонтально-расточной станок фирмы ROBBI — R2000B. Станок способен растачивать соосно, причем одним резцом, отверстия диаметром от 22-200 мм, что охватывает весь диапазон существующих моторов — от головок блока мотоциклов до блоков цилиндров тяжелых грузовиков. В отличие от хонингования, расточка постелей позволяет не только добиться более высокой точности, но и минимального смещения оси постелей, что дает возможность сохранить ресурс не только самого мотора, но и коробки передач.
Для ремонта постелей распредвала, получивших серьезные повреждения в результате масляного голодания, поврежденные поверхности предварительно восстанавливаются нанесением слоя алюминия с цинком с помощью напыления. Эта технология позволяет практически сохранить ось постелей распредвала в исходном положении даже при самых серьезных повреждениях постелей, обеспечивая тем самым наивысшее качество ремонта. ——>
...Подробнее о ремонте постелейГарантии на ремонт
Некоторые наши клиенты нередко спрашивают гарантии. Действительно, такие гарантии есть, и даже действуют целый год после сдачи работы. Но это совсем не значит, что получив блок и коленчатый вал, можно смело протереть их грязной тряпкой и свинтить в надежде на то, что такую "халтуру" покроет чья-то гарантия. Другие предполагают, что гарантия означает отсутствие каких-либо проблем с двигателем, который они собирают из полученных деталей со всей необходимой аккуратностью. Третьи думают, что в случае поломки двигателя после ремонта их клиент может смело предъявлять претензии к качеству шлифовки и расточки — они-то сами сделали все правильно, по инструкции. Четвертые...
На самом деле, вопрос гарантий не так прост, как кажется на 1-й взгляд. Механический цех, выполнивший ремонт коленчатого вала, блока цилиндров или головки блока, не может знать, хорошо ли помыты детали перед сборкой, правильно ли затянуты болты, заменены ли все другие необходимые детали, и было ли вообще залито масло перед запуском двигателя. Поэтому гарантии, предоставляемые на работы, не могут касаться сборки, выполненной вне нашего производства даже с соблюдениями всех инструкций, или долговечности детали, которая зависит в том числе и от соблюдения конечным пользователем (водителем) правил эксплуатации.
Основное, что гарантируется при выполнении механических работ — это соблюдение геометрических размеров и отсутствие скрытых дефектов. В самом деле, при нарушении геометрии деталь нельзя поставить в двигатель. И наша гарантия означает, что клиент, обнаружив несоответствие в течение года, может смело привезти деталь обратно и предъявить претензии — они будут удовлетворены. Более того, нарушение геометрии можно выявить сразу даже на стадии приемки детали — для этого мы предоставляем все необходимые приборы или сами готовы проверить деталь в присутствии заказчика. А уж при сборке нарушение геометрии, если оно есть, обнаружится обязательно — согласно всем инструкциям и мануалам по ремонту проверка всех деталей перед сборкой есть главная обязанность механика-моториста. Вот почему, если механик не глядя привинтил деталь, а она вышла из строя, предъявлять претензии уже бесполезно — установить, что причиной неисправности был некачественный ремонт детали, будет практически невозможно, поскольку признаки этого будут на 99% уничтожены в результате неисправности, последующего износа и поломки. Да и какие претензии, если механик сам нарушил инструкции и не выполнил обязательных проверок?
Со скрытыми дефектами другая картина — они, напротив, никогда не проявляются при выходном контроле, но способны возникнуть в последующей эксплуатации. Деталей, которые могут преподнести подобные сюрпризы, не так много — это просевшие гильзы цилиндров, выпавшие седла, направляющие втулки и некоторые другие сопряжения. При возникновении таких дефектов все вопросы решаются, хотя в сложных случаях может потребоваться привлечение независимых экспертов. И если будет установлена вина исполнителя, заказчик получит компенсацию понесенных убытков. Но бояться таких случаев не следует — они встречаются очень редко.
Моторный центр "АБ-Инжиниринг" в Рязани
Наш моторный центр в Екатеринбурге
Подробнее о ремонте деталей...
Цены на ремонт деталей...
Вы можете сделать предварительный заказ на любой вид работ и услуг, выполняемых нашими моторными центрами.
На главную
 Все работы по механической обработке деталей в СМЦ сертифицированы Госстандартом России. |
- Шлифовальный станок для коленвалов AMC-SCHOU K1500U
- Расточной станок для блоков цилиндров AMC-SCHOU CM1200V
- Хонинговальный станок для блоков и цилиндров ROBBI SET150-E
- Горизонтально-расточной станок для постелей подшипников ROBBI R2000B
- Плоскошлифовальный станок для плоскостей AMC-SCHOU SG1400V
- Станок для обработки седел Provalve-4.0
- Станок для обработки седел SERDI S4.0 Power
- Шлифовальный станок для клапанов SERDI HVR90
- Шлифовальный станок для клапанов BW VGM100
- Опрессовочная машина для проверки герметичности SERDI SPT1501
- Пресс для правки коленвалов ROBBI K-84
- Магнитный дефектоскоп AMC-SCHOU CD1500
- Струйная моечная машина Provalve PM-1000 (2 шт.)
- Машина для пескоструйной очистки Model 4100 typ 420
- Прибор для контроля геометрии шатунов Maxpreci (Dalcan) RACD-450
- Рассухариватель Trego VP-50
- Горизонтально-хонинговальный станок Sunnen LBB1660
- Расточной станок 277П
- Токарный станок 1К62
- Токарный станок ИЖ
- Фрезерный станок
 Механический цех на Шереметьевской расположен в отдельном здании...
Механический цех на Шереметьевской расположен в отдельном здании...
|
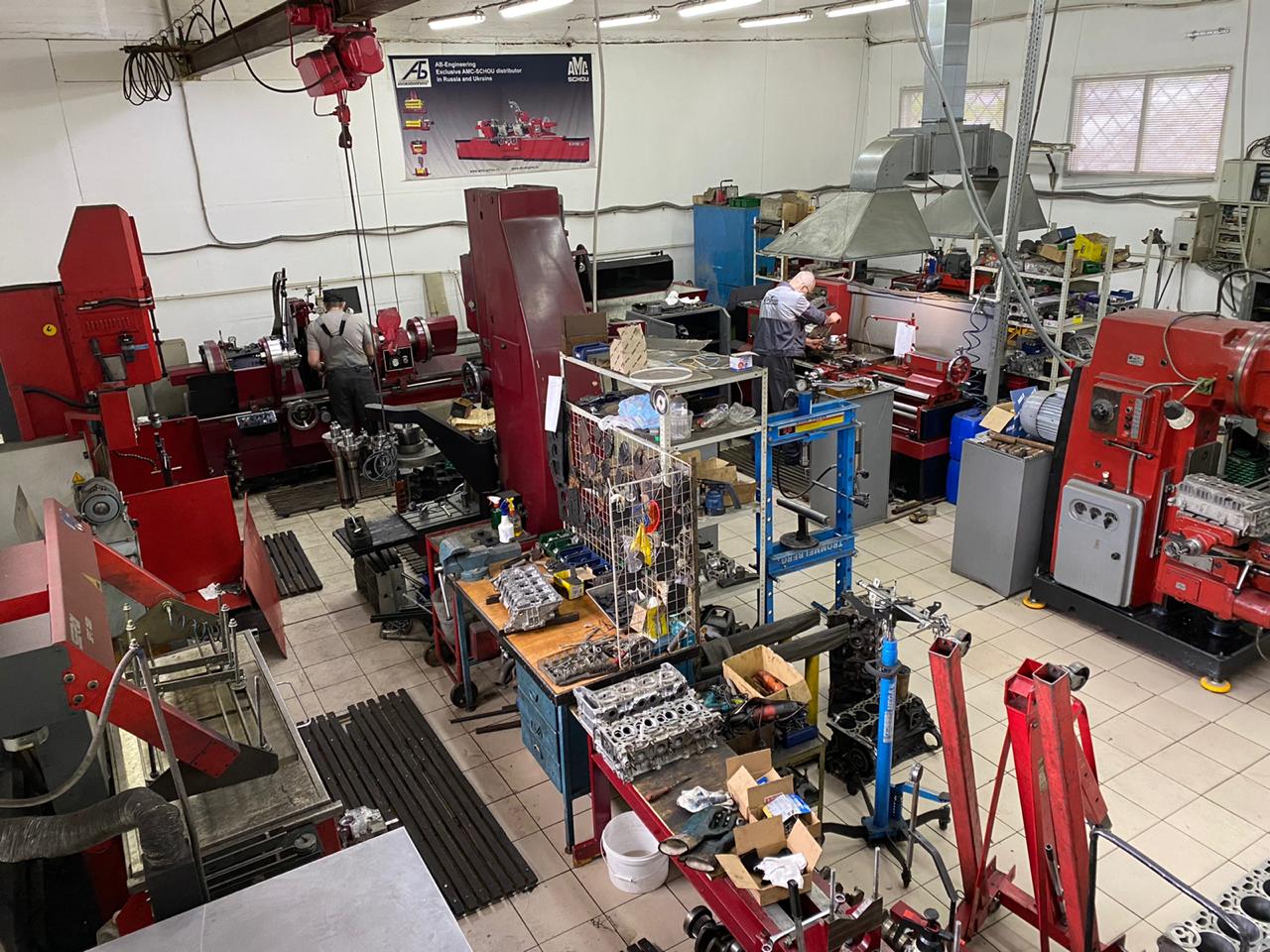 ...и оснащен импортными станками AMC-SCHOU, ROBBI, Provalve и SERDI.
...и оснащен импортными станками AMC-SCHOU, ROBBI, Provalve и SERDI.
|
 Шлифовальный станок AMC-SCHOU K1500U в самой полной комплектации с электронным измерителем размера шейки в процессе обработки обеспечивает самое высокое качество ремонта любых коленчатых валов. |
 Магнитный дефектоскоп AMC-SCHOU CD-1500 позволяет быстро и точно найти трещину в любом коленвалу. Уникальная вещь, отсутствующая у подавляющего большинства конкурентов.
Магнитный дефектоскоп AMC-SCHOU CD-1500 позволяет быстро и точно найти трещину в любом коленвалу. Уникальная вещь, отсутствующая у подавляющего большинства конкурентов.
|
 Пресс для правки коленвалов ROBBI K-84 позволяет быстро и точно поправить любой деформированный вал.
Пресс для правки коленвалов ROBBI K-84 позволяет быстро и точно поправить любой деформированный вал.
|
 Для расточки и фрезеровки блоков цилиндров в СМЦ используется вертикально-расточной
станок AMC-SCHOU CM1200V.
Для расточки и фрезеровки блоков цилиндров в СМЦ используется вертикально-расточной
станок AMC-SCHOU CM1200V. |
 Для всех ценителей точности — в нашем цехе все блоки обязательно растачиваются, причем выверка положения блока выполняется на скалке "от постелей".
Для всех ценителей точности — в нашем цехе все блоки обязательно растачиваются, причем выверка положения блока выполняется на скалке "от постелей". |
 Для хонингования цилиндров в СМЦ используется высокоточный хонинговальный станок компании ROBBI SET150-E. Точность хонингования обеспечивает совершенно уникальная и недоступная в станках других производителей 6-брусковая хонинговальная головка
Для хонингования цилиндров в СМЦ используется высокоточный хонинговальный станок компании ROBBI SET150-E. Точность хонингования обеспечивает совершенно уникальная и недоступная в станках других производителей 6-брусковая хонинговальная головка |
 Плоскошлифовальный станок AMC-SCHOU SG1400V для точной обработки плоскостей любых головок и блоков цилиндров.
Плоскошлифовальный станок AMC-SCHOU SG1400V для точной обработки плоскостей любых головок и блоков цилиндров.
|
 Горизонтально-расточной станок R2000B для точной обработки постелей подшипников любых головок и блоков цилиндров.
Горизонтально-расточной станок R2000B для точной обработки постелей подшипников любых головок и блоков цилиндров.
|
 Provalve-4.0. Эта мощная и высокоточная машина имеет полностью автоматическое центрирование, сенсорное управление, встроенный принтер, датчики наклона шпинделя, уровня станины и массу других опций, делающих обработку седел не только точной, но и независимой от квалификации оператора. Надо ли говорить, что о притирке клапанов мы не вспоминаем уже с 2006 года? |
 C 2021 года у нас работает высокоточный станок для шлифовки клапанов BW VGM100.
C 2021 года у нас работает высокоточный станок для шлифовки клапанов BW VGM100. |
 Проверку на герметичность на установке SERDI SPT1501 проходят почти все головки блоков цилиндров, поступающие в ремонт.
Проверку на герметичность на установке SERDI SPT1501 проходят почти все головки блоков цилиндров, поступающие в ремонт.
|
 Маленькое, но удобное приспособление для разборки-сборки клапанов — шведской фирмы TREGO Maskin.
Маленькое, но удобное приспособление для разборки-сборки клапанов — шведской фирмы TREGO Maskin.
|
 Маленький, но точный токарный станок — отечественного производства. Очень нужная вещь для мелких работ с направляющими втулками и седлами. |
 Какой ремонт без мойки деталей? Мы используем качественную современную струйную мойку Provalve PM-1000 производства нашего партнера из Турции компании Serdarlar Makine, а с 2022 году у нас 2 таких машины, потому что одна уже не справляется.
Какой ремонт без мойки деталей? Мы используем качественную современную струйную мойку Provalve PM-1000 производства нашего партнера из Турции компании Serdarlar Makine, а с 2022 году у нас 2 таких машины, потому что одна уже не справляется.
|
 Чтобы добиться высшего качества ремонта, мы используем современную установку для пескоструйной очистки деталей Model 4100 Type 420. В качестве пескоструйного материала применяются корунд, стеклянные шарики и даже специальные гранулы из скорлупы грецких орехов, которые не обладают абразивным действием.
Чтобы добиться высшего качества ремонта, мы используем современную установку для пескоструйной очистки деталей Model 4100 Type 420. В качестве пескоструйного материала применяются корунд, стеклянные шарики и даже специальные гранулы из скорлупы грецких орехов, которые не обладают абразивным действием.
|