

ПРОИЗВОДСТВО ДЕТАЛЕЙ ДВИГАТЕЛЕЙ (АРХИВ)
ВНИМАНИЕ! ЭТО АРХИВНАЯ СТРАНИЦА САЙТА! СЕЙЧАС МЫ НЕ ОСУЩЕСТВЛЯЕМ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ И НЕ ПЛАНИРУЕМ ВОЗОБНОВЛЯТЬ ЭТУ ДЕЯТЕЛЬНОСТЬ!
Все, кто сталкивался с моторным ремонтом, знают, что не всегда и не для всякой техники удается приобрести необходимые запчасти. Некоторые детали, напротив, нетрудно приобрести, но их цена очень высока.
Особые трудности с приобретением запчастей возникают при ремонте совсем новых или, наоборот, очень старых моторов: если у первых нередко трудно рассчитывать на ремонтные размеры поршней, поршневых колец и вкладышей, то для вторых вообще проблематично купить какие-либо запчасти.
Решение этой проблемы – в производстве необходимых деталей на основе современных материалов и технологий. Именно такая работа ведется в Специализированном моторном центре (СМЦ) в течении ряда лет.
Возможности современного производства таковы, что можно заново изготовить практически все основные моторные детали – поршни, поршневые кольца и пальцы, вкладыши, клапаны, шатуны для любых моторов – от старинных до самых современных. Ресурс и надежность этих деталей проверены многолетней практикой эксплуатации в самых жестких условиях, причем по многим параметрам они не уступают зарубежным аналогам и прототипам.
Очевидно, для какого-либо конкретного мотора изготавливать основные детали, чтобы затем хранить их на складе, не имеет смысла. Поэтому производство деталей ориентированно исключительно на заказы клиентов фирмы или на собственный ремонт, осуществляемый в СМЦ. Срок исполнения заказа зависит от сложности и количества заказанных деталей и колеблется от нескольких дней до 4-6 недель.
Технология производства деталей основана на многолетнем опыте специалистов СМЦ по исследованию конструкции моторов большого числа иностранных автомобилей. Это оказалось возможным именно благодаря специализации фирмы на моторном ремонте.
Особое значение при разработке конструкции и технологии производства деталей в СМЦ уделяется современным компьютерным моделям. Их использование при проектировании позволяет оптимизировать прочностные и весовые характеристики деталей, а также уменьшить вероятность конструкторских ошибок. Именно поэтому сегодня в СМЦ без компьютера не делается ни одна деталь.
Поршни, как известно, изготавливаются из специальных заготовок. СМЦ использует для производства поршней два типа заготовок – кованные и жидкоштампованные, обладающие похожими характеристиками. Материалы поршней – алюминиевые сплавы с содержанием кремния 12-13% или 17-18%. Использование высококремнистых сплавов обычно ограничивается дизелями из-за их низкой пластичности.
Все поршни, изготавливаемые СМЦ, имеют овально-бочкообразный профиль юбки. Наружная поверхность поршня имеет микрорельеф – гидродинамический профиль, удерживающий на поверхности масло и снижающий трение. Кроме того, раньше на поршень наносилось специальное гальваническое покрытие (олово-висмут) для предотвращения задиров и «прихватов» в период первоначальной приработки, а у поршней для наиболее форсированных моторов днище и канавка верхнего поршневого кольца покрывались тонким слоем керамики Al2O3, обеспечивающей одновременно теплозащиту днища и износостойкость верхней канавки. Однако сейчас, к сожалению, эти опции не делаются в связи с отсутствием производственных возможностей у смежников.
Отверстие под палец в бобышках обрабатывается с исключительно высокой
точностью (допуск –
Поршневые пальцы изготавливаются из цементированной хромоникелевой стали.
После закалки твердость рабочей поверхности пальцев достигает
Наружная поверхность пальцев после шлифовки доводится и полируется до
шероховатости не более
Поршневые кольца составляют одно из главных достижений фирмы. Ранее в СМЦ изготавливались на заказ поршневые кольца любых размеров для любой техники, однако в последние годы это производство было приостановлено по причине падения спроса и производственных возможностей смежников.
Материал колец – высокопрочный чугун, одинаковый для всех колец комплекта. Все кольца в обязательном порядке имеют хромовое покрытие рабочей поверхности.
Верхние кольца имеют бочкообразную форму рабочей поверхности, достигаемую при изготовлении с помощью притирки в специальной гильзе. Маслосъемные кольца – коробчатого сечения, с эспандерной пружиной и хромированной наружной поверхностью, также подвергаются притирке в гильзе. Упругость всех колец оптимизирована и выдерживается с высокой точностью, а прилегание к цилиндру составляет не менее 95% длины окружности кольца.
Конструкция шатунов на сегодняшний день в СМЦ отработана на большом числе различных образцов – от старинных до спортивных. Более того, за многолетнюю практику изготовления шатунов случаи их самопроизвольного обрыва неизвестны, что подтверждает их высокую усталостную прочность.
Материал шатунов – высоколегированная хромоникелевая сталь, подвергаемая специальной термической обработке. Заготовка – поковка, получаемая из прутка методом свободной ковки. Дальнейшая мехобработка подобной заготовки, очевидно, предполагает большое количество станочных операций, однако такое решение единственное для малого количества однотипных деталей.
Особое значение при изготовлении шатунов имеет качество шатунных болтов. В СМЦ для производства этих болтов использовались специальные марки высокопрочных сталей и режимы термообработки, обеспечивающие исключительно высокую усталостную прочность изделий. В технологию также заложены накатка резьбы и шлифовка всех поверхностей стержня болта, включая галтели. Все эти решения полностью исключили возможность обрыва болтов в эксплуатации.
Направляющие втулки клапанов в СМЦ изготавливают из бронзы марок БрАЖ
(только для впускных клапанов), БрОЦС или БрБ2. У подавляющего большинства
моторов применение бронзовых втулок обеспечивает лучший тепловой режим
работы клапанов и большой ресурс деталей. Среди характерных особенностей
технологии производства втулок необходимо отметить высокую точность: допуск
на диаметры
Клапаны в СМЦ обычно производятся из заготовок методом доработки. То есть, в качестве заготовки используется готовый клапан, уже имеющий необходимый диаметр стержня, но тарелку большего диаметра и увеличенную длину. Такой способ предполагает лишь доработку тарелки, канавок для сухарей и термообработку торца. Тем самым гарантируется, что новый клапан ничем не уступает по прочности и износостойкости исходному клапану-заготовке.
Прочие детали ранее также были включены в производственную программу СМЦ. Среди них в разное время были включены вкладыши, шестерни, шкивы, втулки, тарелки пружин, толкатели и многое другое. Технология производства всех этих деталей разрабатывалась под конкретные особенности конструкции. Однако общие принципы – обеспечение высокой прочности, надежности и износостойкости, сохраняются.
Подробнее о проектировании деталей...
Подробнее об использовании деталей производства СМЦ в автоспортеЕще о деталях производства СМЦ для форсированных двигателей
На главную
ВНИМАНИЕ! ЭТО АРХИВНАЯ СТРАНИЦА САЙТА! СЕЙЧАС МЫ НЕ ОСУЩЕСТВЛЯЕМ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ И НЕ ПЛАНИРУЕМ ВОЗОБНОВЛЯТЬ ЭТУ ДЕЯТЕЛЬНОСТЬ!
 Поршни, шатуны, поршневые кольца и пальцы для самых разных спортивных двигателей – основа производственной программы СМЦ. |
 Н-образные шатуны, разработанные в СМЦ, показали себя в эксплуатации с самой лучшей стороны. |
 Т-образные поршни, разработанные в СМЦ, устанавливаются на многие спортивные двигатели, в том числе, с турбонаддувом. |
 Поршневые пальцы изготавливаются в СМЦ с точностью до 0,002 мм. |
 Бронзовые направляющие втулки, изготовленные в СМЦ, отбладают высокой износостойкостью и долговечностью. |
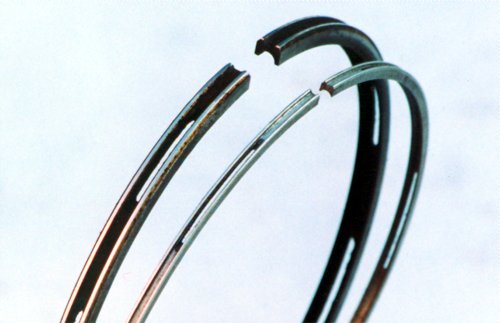 Поршневые кольца любых размеров – одно из самых главных достижений СМЦ. |
 |
 Современные компьютерные модели, разрабатываемые в Конструкторском бюро СМЦ, позволяют увидеть детали со всех сторон еще до того, как они будут изготовлены. |