Во-о-о-о, письмецо - то в личку "прилетело"
Походу не только у RIGHT-ов планер улетел
Андрюша_К, походу также "слегонца" СВИХНуЛся... И. что поведал - ОКОЯННЫЙ!!!
Очень обсьоятельный ответ,спасибо.
Вот по базированию пилота-хотелось бы более обстоятельно именно на станках EPOC. Во время базирования,пилот как бы дрожит,т.е. он настраивается на ось втулки. так?Я так понимаю в этом принимает участие компьютер? Почему тогда ухудшается соосность,если к примеру неправильно выбрать пилот-с большим чем 0,04мм зазором?
Цитата:
При обработке одноточечным резцом усилие резания составляет 0.5-1 кг, а это значит что нагрузку несет только шпиндельная группа, пилот в процессе резания никакой нагрузки не несет.
В общем это очевидно,но я хотел убедиться. Непонятно другое,почему Хрулев и Петрищев этого непонимают
Бродил тут по просторам интернетовским, и, по глупости, зашел на сайт к АЭХрулеву. Ох, и брееед!
Вот уж, цирк уехал...
Грустно оттого, что многие нормальные люди поведутся на псевдонаучность этого “исследования” и, не углубляясь в рассуждения (ну, умный человек думал, что же мы, не верим ему, что ли?) будут жить в неведении, что этот “умный” человек, являясь осколком советской академической системы (не школы), настолько хорошо умеет имитировать научную деятельность, что никому и в голову не приходит, что он банально врет, или до неприличия некомпетентен.
Ошибочность в рассуждениях Хрулева лежит в основе его “исследования”, ведь он предполагает, что при резании одинаковых седел на разных моделях станков, сила, воздействующая на резцедержатель по радиусу – одинаковая. Но это не так. Для того, чтобы понимать, что это не так, нужно понимать, откуда беруться, и как распределяются силы при резании седла.
Мы таки делали рассчеты, и они показывают, ЧТО самое большое отклонение приходится на ... режущую кромку резца!!!
Оси шпинделей тоже смещает, но в разы меньше! Разве после этого нужно спорить? Ведь сила резания пропорциональна длине режущей кромки, т.е. чем меньше контакт между резцом и материалом - тем меньше отклонения! Все! Станки Серди и Роттлер могут спорить между собой, кто лучше (я все еще думаю, что Роттлер лучше ), но станки Newen на самом деле решили проблему в корне: режущее усилие в сотни раз меньше!
Вернусь к вопросу базирование пилота во втулке, а то раньше как-то вопросы производства отвлекали от вопросов теории Мы за это время успели установить в Украине единственный в Восточной Европе и Средней Азии станок Rottler F98Y, который один по производительности обставит все горизонтально-расточные станки АМС в России вместе взятые Я знаю, что такая формулировка не понравится Хрулеву, но что поделать - такова селяви...
Для начала напомню, что во всех станках, всех типов, включая ручные фрезы и шарошки , пилот выполняет задачу поиска ОСИ ВТУЛКИ. И живой пилот, и мертвый (движущийся и невращающийся) выполняют эту задачу с некоторым приближением. Причем, уровень этого приближения зависит как от правильности выбора пилота, так и от износа направляющей. При этом, собственно в ось пилот может стать только при случайном стечении обстоятельств. Обычно между осью пилота и осью втулки УЖЕ ЕСТЬ разбежность, о которой АЭХрулев не хочет говорить (если кто помнит начало нашей дискуссии, именно здесь Хрулев стал говорить об разности систем шпинделей, а не разности систем БАЗИРОВАНИЯ по пилоту).
Очень важным мне кажется определится в понятиях:
Ось втулки - если втулка идеально цилиндричесая - все понятно. Но если втулка изношена, то не очень понятно, что является ее осью? Математически эту ось можно вычислить как прямую линию, которая находится на минимально возможном расстоянии от любой точки втулки. Но фактически нас не интересует ось втулки, а интересует, где будет работать клапан, соответственно именно в этой оси нам нужно обработать седло. Идеологически (и на мой взгляд - единственно правильно) живой пилот, имея диаметр на несколько соток больше диаметра штока клапана, имитирует шток клапана после нагрева и пытается занять то же место, что и шток клпана во втулке, при центрировании. Сам процесс центрирования по живому пилоту - не что иное, как облегчение всей шпиндельной системы, позволяющее шпинделю встать именно в ту ось, в которую встал пилот (и которая, в свою очередь, максимально близка в оси работы клапана!). При этом никакого вмешательства в процесс центрирования электроники не предусмотрено, кроме некоторых станков Mira (Centronic).
Соосность - самое размытое понятие из всех, используемых АЭХрулевым. Теоретически соосность должна значить разбежность оси втулки (теоретически существующей) и оси седла. Но, как мы выше говорили, ось не совсем правильной втулки может быть высчитана только математически (на специальных мерительных стендах типа Tyler Hobson или других). Как ее меряют Хрулев и Петрищев, дудящие о показателях соосности на станках Серди (в чем я лично сомневаюсь (c)), я не знаю, могу только подозревать, что они ее меряют вокруг ...пилота, вставленного во втулку. Как мы говорили раньше, этот показатель не меряет соосность, а меряет КАЧЕСТВО обработки вокруг вставленного пилота!!! В Америке нет понятия соосности, используется более корректное понятие RUNOUT (биение седла относительно ПИЛОТА!) или TOTAL RUNOUT (общее биение седла относительно пилота). Именно его измеряет практически Хрулев и восторженно кричит о невероятной точности станков SERDI, но, вынужден его разочаровать, показатель в 0.02 мм (0.0008 дюйма) в Америке считается ОЧЕНЬ ПЛОХИМ! У станков Роттлер этот показатель всегда ниже 0.01 мм (0.0004 дюйма). И только неокрепшие умы механиков бескрайних просторов великой и необъятной РОДИНЫ могли принять воззвания Хрулева за чистую монету. Нигде в мире Серди не поднимает вопрос соосности... Почему? Да потому, что Серди ВСЕГДА проигрывает в этом вопросе другим производителям! ВСЕМ! Даже Neway!Ну, в том смысле, в котором об этом говорит Хрулев, и как он это меряет. Что касается его теоретических "рассчетов", то могу сказать, что на меня они производят не большее впечатление, чем исследование об "Избавление от навязчивой икоты путём пальцевого массажа ректальной области" и почему навозные жуки придирчивы к качеству той субстанции, от которой и пошло их название. В настоящей жизни силы резания распределяются несколько по другому, чем это себе представляет Хрулев, на эту тему я готов открыть отдельный топик.
Итак.
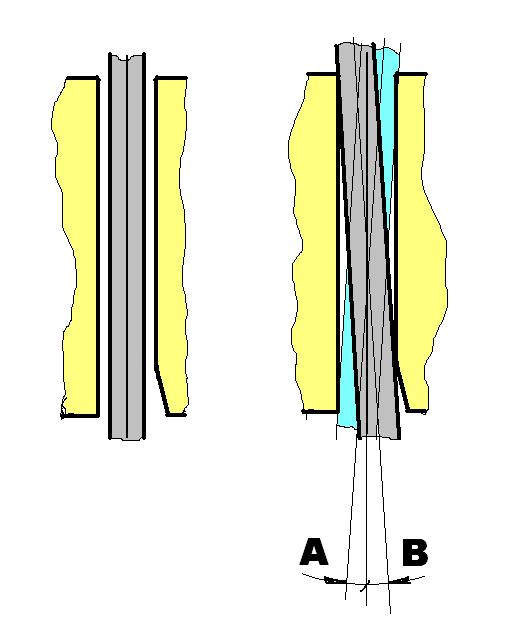
Базирование по живому (вращающемуся) пилоту:
Пилот надо подбирать так, чтобы его диаметр был максимально большим из тех, что свободно (!) без натяга входят во втулку. Таким образом, пилот будет меньше минимального размера втулки, но максимально близок к размеру втулки. Если втулка цилиндрична (а такой ей быть положено), то пилот займет место, очень близкое к оси втулки. Если зазор между втулкой и пилотом меньше 0.04 мм, то пилот ПОЧТИ ВСЕГДА займет положение, ось которого будет не далее, чем 0.04 мм от оси втулки (теоретически рассчетной) и в тех же пределах от оси работющего клапана (ЧТО БОЛЕЕ ВАЖНО!!!).
Базирование по мертвому (НЕВРАЩАЮЩЕМСЯ) пилоту:
Мертвый пилот имеет половину своей длины в указанном размере, вторая (верхняя) половина имеет конусную форму, увеличивая диаметр на 0.03-0.05мм, что позволяет подобрать пилот так, чтобы он входил во втулки почти на всю длину, но полностью блокировался во втулке за счет конуса. Потом, имея калиброванные отверстия в инструменте (патроне), производят обработку вокруг "застрявшего" во втулке пилота. Это позволяет обработать седло максимально близко к оси неподвижного пилота, и погрешностью обработки есть только погрешность отклонения от оси обработки (которую Хрулев считает в своей теории большой, но на практике, и в правильной теории эта погрешность минимальна). В этом случае вопросом остается только насколько близко такой пилот может "застрять" по отношению к оси втулки. Практика показывает, что при использовании неизношенных втулок залегание такого пилота находится в той же зоне, что и залегание "живого" пилота.
Если по этому вопросу остались невыясненности - милости просим спросить
Напоследок скажу, что 50% победителей NASCAR (аналог F1 в Америке) используют станки с "мертвым" пилотом для обработки своих седел И иногда побеждают
Удачи!
Вот уж, цирк уехал...
Да-ааа, а КЛОУНЫ - ОСТАЛИСЬ