

Ваш цех оборудован станками для прошлого или для будущего?
Мы на YOUTUBE
Самые интересные видеоматериалы о наших ремонтных технологиях и еще о многих интересных вещах про двигатели!

- смотрите видеорепортажи из нашего цеха.
Мы в TELEGRAM
Наши самые интересные новости и технические материалы!

НАШИ ТЕХНОЛОГИИ
Технологии ремонта двигателей
- Ремонт двигателей
- Ремонт деталей двигателей
- Неисправности и дефекты двигателей
- Техническая информация
- Рекомендации

НАШЕ ОБОРУДОВАНИЕ
Гид по оборудованию для ремонта двигателей
- Ремонтная линия оборудования REKTAS для ремонта двигателей
- Шлифовальные станки для коленвалов
- Расточные станки для блоков цилиндров
- Хонинговальные станки
- Горизонтально-расточные станки для шатунов
- Ремонтная линия оборудования MANEK для ремонта двигателей
- Шлифовальные станки для коленвалов
- Расточные станки для блоков цилиндров
- Хонинговальные станки
- Горизонтально-расточные станки для подшипников
- Ремонтная линия оборудования MAXPRECI (DALCAN Machines) для ремонта двигателей
- Промышленная линия круглошлифовальных станков MAXPRECI (DALCAN Machines)
- Ремонтная линия оборудования ROBBI для ремонта двигателей
- Промышленная линия хонинговальных станков ROBBI
- Турецкие моечные машины Muteks
- Турецкие портальные моечные машины Muteks
- Турецкие ультразвуковые моечные машины Muteks
- Моечные машины Provalve PM
- Пескоструйная обработка
- Струйная мойка
- Ультразвуковая очистка
- Расходные материалы и техническое обслуживание
Наш склад станков и оборудования
Пользователи наших станков
Библиотека наших станков
НАШИ УСЛУГИ
Ремонт двигателей Бюро моторной экспертизы
Моторные запчасти
Цены на работы
НАША ИНФОРМАЦИЯ
Библиотека наших станков
 Наши исследования в авиации
Наши исследования в авиации
- Катастрофа века
- Круглый стол к 50-летию катастрофы Ю.Гагарина
- Малоразмерные ВРД
для беспилотных
летательных
аппаратов
- Наши научные статьи
- Наши изобретения
- 18-й Израильский симпозиум по реактивным двигателям и газовым турбинам
Форум мотористов
НАШ АРХИВ
- Архив новостей
- Восстановление моторов старинных автомобилей
- Ремонт двигателей мотоциклов
- Автомагазин для тех, кто уважает свой автомобиль
- Диагностика и ремонт систем топливоподачи
- Конструкторское бюро
- Производство деталей
- Форсирование двигателей
- Автоспорт
- Автоспорт - наши победы
НАША КОМПАНИЯ
Наша история
Наши достижения
Наш опыт
Наши партнеры
Наши контакты
Специализированный моторный центр "АБ-ИНЖИНИРИНГ" работает с октября 1997 г.
Компания имеет центр механической обработки деталей двигателей, оснащенный импортным станочным оборудованием высшего качественного уровня производства фирм AMC-SCHOU (Дания), MAXPRECI (Индия), ROBBI (Италия), SERDI (Франция), PROVALVE (Турция), BestWin (Китай).

Понимание эволюции станков для обработки седел в головках блока цилиндров
Перевод с английского из журнала Enginebuilder (20 июля 2016г.)
 Эндрю Маркел
Эндрю Маркел
Эндрю Маркел является редактором Brake & Front End и работает в Babcox Media с апреля 2000 года. Он является бывшим техником, сервисным менеджером по обслуживанию с опытом работы в независимых цехах и дилерских центрах. Эндрю также является сертифицированным автомобильным техником ASE. Эндрю выступал на отраслевых мероприятиях, таких как SAE Brake Colloquium и ежегодных конференциях FMSI. Он также цитировался в таких изданиях, как Smart Money и Crain's Business. Он активно работает в автоспорте и владеет несколькими старинными автомобилями.
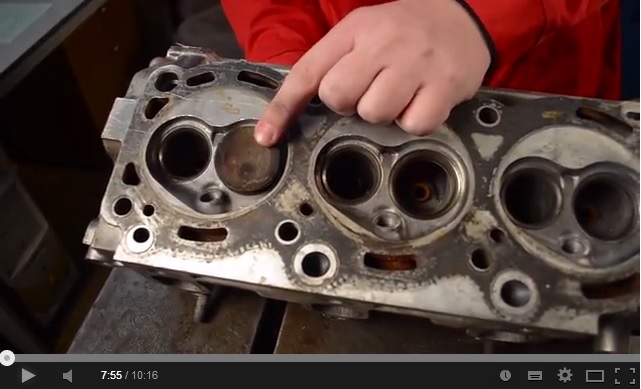
Помните ли вы многие поколения трехугловых резцов для седел и то, с чем мы привыкли жить раньше? Шлифовка седел по-прежнему встречается, а всего 10 лет назад мы шлифовали 80 процентов седел. Хотя мы все еще шлифуем, когда это необходимо, сегодня мы режем 90 процентов седел в головах.
Как и многие из вас, я с большим интересом наблюдал за быстрым развитием станков для ремонта двигателей. И мы с вами смотрим на то, как изменения в оборудовании влияют на ваш бизнес.
 Сегодняшние работы с головками цилиндров не должны выполняться на вчерашних машинах. Потому что всегда есть машина, которая поможет вам выполнить работу, которую ожидают ваши клиенты.
Сегодняшние работы с головками цилиндров не должны выполняться на вчерашних машинах. Потому что всегда есть машина, которая поможет вам выполнить работу, которую ожидают ваши клиенты.
Видите ли, я преподаю по программе мотористов-ремонтников двигателей, и когда я взял на себя эту программу в 1993 году, наш учебный цех был создан из цеха и станков прямо из 70-х годов. Но сегодня нашим студентам необходимо знать о машинах, способных работать в будущем!
До прихода в Северо-Западный технический колледж преподавать у меня был свой цех. Оглядываясь назад, я понимаю, насколько я не знал о качестве работы, которую я производил. Я просто не знал ничего лучше — я просто пытался выжить.
Мальчики, все изменилось! Помните ли вы многие поколения трехугловых резцов для седел и то, с чем мы привыкли жить сейчас? Шлифовка седел по-прежнему необходима, но всего 10 лет назад мы шлифовали 80 процентов седел. Хотя мы все еще шлифуем, когда это необходимо, сегодня мы режем 90 процентов седел в головках. Кроме того, нам также нужен хороший индикатор для измерения биения седла клапана после того, как мы обработаем седла. Да, мы используем вакуумный тестер, но нам все равно нужно знать биение, когда мы точим при обработке седел.
В этом году мы только что приобрели новую головочную машину для колледжа. Хотя я всегда беспокоился о том, чтобы не попасть с твердосплавными пилотами, теперь я никогда не вернусь к пилотам из быстрорежущей стали. Все намного проще в станке для обработки седел при использовании твердосплавных пилотов.
Что касается самих машин, то каждая из них имеет некоторые особенности и преимущества; это просто зависит от вашей цены и того, что вы можете себе позволить. По аналогии с автомобилями, возможно, вам придется рассмотреть это как Chevrolet, а не Cadillac, но вы возможно, вы сможете получить ранее принадлежащий кому-то Cadillac. Есть много отличных машин, в которых еще осталось много жизни, но вам нужно обязательно протестировать их, прежде чем вы позволите себя ездить на них ежедневно.
Станок для обработки седла клапана являются важной частью оборудования для любого цеха, который выполняет работу с головками блока цилиндров. Конечно, есть ряд важных факторов, которые следует учитывать при принятии решения о покупке.
Поставщики оборудования и пользователи говорят, что универсальность машины очень важна. Каковы возможности машины? Может ли она обрабатывать более длинные или более широкие головки цилиндров? Имеет ли машина достаточно вертикального хода шпинделя и продольного движения рабочей бабки, чтобы делать то, что вы хотите, чтобы она делала? Является ли специальная головочная машина всем тем, что вам нужно для работы с головками цилиндров, или многофункциональный обрабатывающий центр с ЧПУ предоставит вам дополнительные возможности, которые лучше будут удовлетворять ваши потребности?
Большинство новых машин имеют плавающую рабочую бабку, которая делает перемещение шпинделя быстрым и легким. Наклонное крепление шпинделя позволяет выровнять его в направляющей втулке в головке блока цилиндров, а не выравнивать головку к фиксированному шпинделю. Старая подержанная машина с фиксированной рабочей бабкой не может обеспечить такую универсальность. Та же история и с фиксацией головок на машине. Может ли крепление справиться с теми типами головок, с которыми вы работаете больше всего? Если нет, то сколько будет стоить и как много потребуется времени на замену или модернизацию крепления, чтобы машина смогла обрабатывать такие головки?
Станки для обработки седел развивались на протяжении многих лет. Постоянные усовершенствования были сделаны для повышения скорости, точности, гибкости, простоты настройки и эксплуатации. Некоторые из новых станков доступны с цифровым или компьютерным числовым управлением (ЧПУ). Может быть, вы не думаете, что вам нужны такие навороты на вашей седельной машине. Но как только вы перейдете от ручного оборудования к цифровому или автоматизированному оборудованию, возврата назад уже точно не будет.
Десять лет назад я учил своих студентов, что они должны производить 1 доллар за минуту работы и 60 долларов за час, но сегодня мы должны делать более 120 долларов в час. Если нет, мы не можем даже рассматривать покупку новой машины и платить сотрудникам, которые ее запускают. Если у вас нет объема, чтобы занять ваши инвестиции, вы должны принять трудное решение продолжать делать все это по-старому и попытаться хотя бы улучшить качество, которое требуется для конкурентоспособности в современной отрасли мотористов-ремонтников двигателей, чтобы увеличить вашу прибыль.
Итак, вопрос в том, что будет иметь значение в типе головочной машины, которую вы рассматриваете? Вы выполняете тяжелую работу или делаете маленькие головки с клапанами, у которых тарелки меньше 25 мм? Если вы делаете последнее, вам нужно будет рассмотреть небольшую трехугловую систему резки седел. В магазине высокопроизводительных станков для двигателей вам, возможно, придется потратить более 125 000 долларов, чтобы получить высшее качество, необходимое для конкуренции на вашем рынке. Я знаю цех NHRA, в котором есть две разные головочные машины, одна для наклонных клапанов, а другая для работы с плоскими линейными головками. Я знаю, что большинство цехов не могут позволить себе две головочные машины, но это зависит от качества и объема головок, которые вы запускаете в работу.
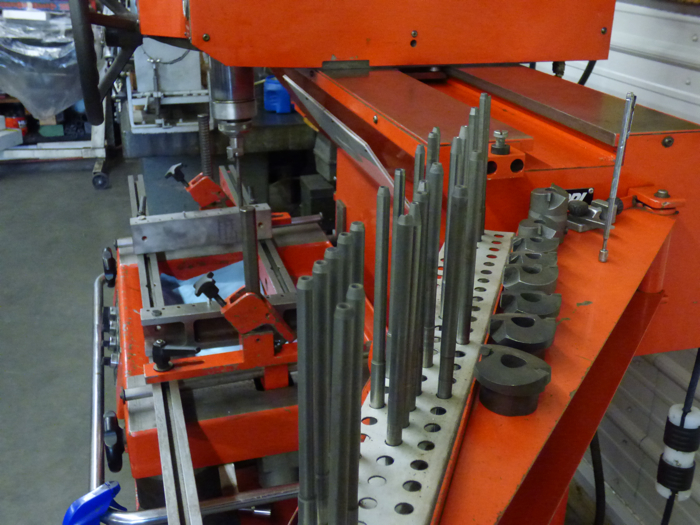 Оснастка и станки значительно изменились за последние несколько лет – ваш цех оборудован для прошлого или для будущего?
Оснастка и станки значительно изменились за последние несколько лет – ваш цех оборудован для прошлого или для будущего?
Так что же такое правильная головочная машина для вас? Ну,... Я не знаю. Но я знаю, что качество имеет значение, твердосплавные пилоты являются обязательными, и надо иметь достаточное их количество. Я также знаю, что многие старые машины не могут выдержать допуски, необходимые для работы на сегодняшних головках цилиндров. Я уже сказал, что качество имеет значение?
Я знаю один цех, который использует головочный станок с сенсорным экраном и ЧПУ, который продается более чем за 125 тысяч долларов, и я знаю, какую сложную работу может сделать эта машина. Я также знаю другой цех, в который есть две головочных машины — одна самоцентрирующаяся с ЧПУ и одна с ручным выравниванием нового типа, обе являются отличными машинами, но каждая из них имеет функции и преимущества, которые могут или не могут соответствовать вашим потребностям.
Несколько лет назад я приобрел прибор для того, чтобы измерять биение клапана при шлифовке. ОЙ! Оказалось, что я могу измерять только в десятых! У меня есть еще один прибор, в котором, если я посмотрю очень сильно, я смогу поймать 0,005 мм биение на клапане. Вот какая ошибка может быть при покупке неправильного прибора для измерения биения. И это изменило все в станках для шлифовки клапанов, которые я использую. Теперь я нахожу намного больше применений для лучшего прибора. Я обнаружил, что некоторые из пилотов, сделанные из быстрорежущей стали для головочных машин, имеют изгиб до 0,25 мм, что является еще одной причиной, по которой теперь мне гораздо больше нравятся мои новые твердосплавные пилоты. Я также обнаружил, что некоторые расширяемые пилоты, которые мы нередко используем для шлифования седел, сгибаются на целых 0,50 мм!
Точность
Точность абсолютно необходима независимо от марки, любых других характеристик или возраста оборудования. Концентричность (соосность) седла клапана и направляющей клапана является критерием номер один для любого станка для обработки седел. Многие факторы могут влиять на концентричность и точность. Большинство экспертов в США рекомендуют использовать мертвые (фиксированные) пилоты, а не живые (цилиндрические) пилоты. Цилиндрические пилоты оставляют зазор между пилотом и внутренней поверхностью направляющей клапана, чтобы свободно вращаться. Даже если это всего лишь 0,01 мм, это все равно составляет 0,005 мм с каждой стороны пилота. В зависимости от длины и размера пилота, это может позволить до 0,02 мм биения на седле клапана.
Слишком большое биение в седле приведет к тому, что клапан будет сгибаться каждый раз, когда он закрывается, и со временем это может привести или к усталости клапана, или к быстрому износу и возможному выходу клапана из строя. Наиболее точным методом обеспечения концентричности (соосности) седла клапана с направляющей является использование прибора для измерения биения седла. Напротив, простая вакуумная проверка может ввести в заблуждение, потому что клапан, особенно с тонким стержнем, может плотно сидеть в седле, даже если седло оказалось не по центру по отношению к осевой линии направляющей.
Фиксированные пилоты имеют плавный конус, который центрируется в середине направляющей клапана (что важно, когда вы работаете на головках с изношенными направляющими клапанов после больших пробегов, которые обычно изнашиваются сверху и снизу). Другим преимуществом фиксированных конических пилотов является то, что вам не нужно иметь столько размеров, поэтому ваши инвестиции в пилоты могут быть на 30% ниже, чем если бы вы использовали систему с цилиндрическими пилотами. Независимо от того, решите ли вы использовать фиксированные или живые пилоты, вы всегда должны использовать карбидные (твердосплавные) пилоты.
Другие факторы, влияющие на точность, включают тип материала седла, который вы режете, обороты машины и остроту режущей кромки вашего резца. На концентричность (соосность) седла также может повлиять то, как приводится в движение шпиндель. Некоторые машины имеют ремни, которые соединяют основной вал шпинделя с двигателем в задней части машины. Это может вызвать вибрацию, которая приводит к биению, что влияет на концентричность (соосность) седел клапанов и направляющих втулок.
Для машин, у которых двигатель установлен непосредственно на шпинделе, важно иметь достаточную мощность, поскольку крутящий момент влияет на производительность. Если машине не хватает мощности, чтобы правильно резать седла, вы получаете огранку на седле. Всегда смотрите на тип двигателя (подшипниковые электродвигатели имеют более высокую частоту вибрации чем серводвигатели) и сравнивайте номинальную мощность двигателя.
Вероятно, одним из наиболее упускаемых из виду аспектов достижения наилучшей концентричности (соосности) седла клапана является выравнивание головки цилиндров на станке. Многие люди используют пузырьковые уровни или простые 1-осевые цифровые уровни. Проблема с пузырьковыми уровнями заключается в том, что нет никакого способа получить необходимую точность. При простом 1-осевом уровне показания берутся не на валу шпинделя, а с площадки на боковой стороне машины. Чтобы выровнять площадку по шпинделю, необходимо поместить на шпиндель адаптер, протестировать его, а только затем протестировать площадку.
 Как в США учат моторному делу. Пол Нельсон возглавляет кафедру технологии обработки автомобилей в Северо-Западном техническом колледже в Бемиджи, штат Массачусетс.
Как в США учат моторному делу. Пол Нельсон возглавляет кафедру технологии обработки автомобилей в Северо-Западном техническом колледже в Бемиджи, штат Массачусетс.
Но нет никакой гарантии, что выравнивание останется прежним. Если вы случайно ударили по прибору слишком сильно, или недостаточно затянули его, вы можете сместить свой «0». В результате ваш прибор не будет правильно выровнен со шпинделем. Если затем выровнять направляющую клапана до «0» по прибору, направляющая клапана и вал шпинделя не будут выровнены. Наиболее точный подход заключается в том, чтобы последовательно проверять местоположение вала шпинделя напрямую, чтобы вы знали, что он выровнен именно по направляющей клапана.
Жесткость машины также важна. Чем жестче оборудование, тем лучше оно может выдерживать точное выравнивание (центрирование) и противостоять вибрациям. Учитывайте прочность литой станины, колонн и стола для рабочей бабки. Смогут ли они выдержать землетрясение или будут дрожать и трястись при каждом толчке?
То, что вы, возможно, еще не знаете, это то, что головочные машины, построенные для рынка США, не совпадают с теми, которые построены для европейского рынка. В Европе все направляющие и седла являются сменными, поэтому единственной операцией обработки является профилирование седел, лишь иногда вырезание старых седел для замены на новые.
В США мы делаем ту же работу, но нередко также восстанавливаем пружинные карманы, сверлим отверстия для установки сменных направляющих, сверлим сломанные шпильки и повторно нарезаем отверстия, растачиваем литые головки для установки вставных седел, устанавливаем резьбовые вставки для свечей зажигания, сверлим отверстия для установки ввинчиваемых шпилек и направляющих пластин, а только затем профилируем седла до идеальной геометрии. Таким образом, машина должна иметь мощность и универсальность, чтобы хорошо справляться со всеми этими работами.
Скорость
Скорость важна, но не ценой точности. Поскольку системы с мертвыми пилотами способны производить более высокие допуски, использование мертвой пилотной системы мы считаем предпочтительнее, чем живой пилотной системы, даже если мертвая несколько медленнее. На машинах появляются новые инструменты, которые позволяют оператору переходить от одного седла к другому без необходимости снимать все предыдущие инструменты. Это делает работу оператора быстрее и проще без ущерба для точности.
Конечно, самая точная головочная машина в мире не сделает много для повышения вашей производительности и прибыльности, если это головная боль в настройке и использовании. Вот почему поставщики оборудования продолжают совершенствовать и улучшать настройку и работу своих машин, чтобы они были быстрыми и простыми в использовании.
Так, установка головки блока цилиндров на машину довольно проста на большинстве машин сегодня. Автоматизированные цифровые или сенсорные органы управления теперь позволяют практически любому человеку управлять головочной машиной. Обычно с помощью рукоятки (штурвала) машины оператор должен механически перемещать шпиндель вниз при точении седла. Независимо от того, насколько хорош оператор, почти невозможно быть абсолютно последовательным при каждом повторении. Кроме того, некоторые операторы более квалифицированы, чем другие. Допустим, у вас есть хорошие, лучшие и самые лучшие сотрудники. Благодаря автоматизированному управлению головочной машины устраняется неравенство и несоответствия между сотрудниками. Вы получаете стабильно качественные результаты независимо от того, кто из них управляет машиной!
В качестве инструктора я чувствую, что несу ответственность за обучение, не отдавая предпочтение одному бренду перед другим. Каждый из брендов имеет функции и преимущества, которых может не быть у других машин, поэтому вам нужно учитывать ваши потребности. Нужно быть профессиональным бизнесменом, чтобы знать, как сделать ваш цех прибыльным и сохранить качественных сотрудников, чтобы выполнить работу с постоянно меняющимися стандартами, которые ожидаются в нашей области знаний. Когда вы рассматриваете возможность покупки головочной машины, просто помните, что машина, которая отлично работает для одного типа головок цилиндров, может не работать хорошо для того типа головок, с которыми вы работаете. Поэтому поговорите с людьми и найдите лучшую машину именно для той работы, которую вы делаете.
Если вы хотите знать, насколько хороша машина на самом деле, или какое обслуживание клиентов вы можете ожидать от нее, когда возникает необходимость, поговорите с кем-то, кто использует аналогичное оборудование. Ваш продавец оборудования должен быть в состоянии предоставить вам некоторые справочные контакты в вашем регионе, вы можете позвонить для получения более подробной информации. Позвоните им и спросите, довольны ли они своим оборудованием, сталкивались ли они с какими-либо проблемами с ним, и если да, то как компания по оборудованию справилась с ними. Красный флаг перед продажей лучше, чем неприятный сюрприз после продажи.
Другие соображения
Список других вещей, которые вы должны учитывать при рассмотрении головочных машин для обработки седел, включает следующее:
- Оснастка: Есть ли на машине адекватное встроенное хранилище для инструмента? Каковы инструментальные возможности станка? Насколько легко поменять оснастку? Есть ли на машине заточной станок для восстановления режущих кромок резцов?
- Простота использования: Если отвлечься от смены инструмента, как быстро вы можете установить и вырезать седло? Легкость и точность выравнивания машины? Если машина имеет рабочую бабку и шпиндель на воздушной подушке, насколько она может обеспечить легкость плавания и блокировки этих подушек.
- Удобство: Вакуум для поддержания чистоты рабочей зоны, обширный ход спереди назад и из стороны в сторону рабочей бабки и адекватное рабочее освещение (его всегда недостаточно!) облегчат работу.
- Точность: Может ли режущая головка или шпиндель наклоняться +/- 15 градусов для соответствия направляющей клапана? Есть ли встроенный вакуумтестер (чтобы проверить свою работу, прежде чем снимать ее с машины)?
- Двигатель: Является ли мощность двигателя, тип двигателя, расположение двигателя и плавное изменение его частоты вращения адекватными потребностям вашего цеха.
С таким большим количеством технической информации, которую нужно учитывать, вы, возможно, заметили, что параметр «цена» не находится в списке. Это потому, что стоимость оборудования должна быть самым ПОСЛЕДНИМ параметром, на который вы смотрите при выборе новой единицы оборудования. Не позволяйте высокой стоимости некоторых машин отпугнуть вас! Да, каждый должен работать в рамках бюджета, и ни одно оборудование не стоит той цены, если оно не может так или иначе окупиться. Тем не менее, мы должны убедиться, что мы делаем качественную работу и способны измерять то, что мы делаем. Ваши инвестиции должны обеспечить более высокий уровень качества, позволить вам работать на более широком спектре головок цилиндров или выполнять работу, которую ваша текущая машина уже не может сделать, и это должно дать вам измеримое улучшение производительности и прибыльности.
Цена оборудования не всегда отражает истинные возможности оборудования, но, как правило, вы должны ожидать большей оплаты за цифровое или ЧПУ управление, дополнительные функции и оснастку. Многие поставщики оборудования предлагают различные модели и опции и часто могут настроить машину в соответствии с вашими конкретными требованиями и финансами. Общение здесь важно, чтобы убедиться, что то, что вы покупаете, это именно то, что вам действительно нужно, и что вы полностью понимаете возможности оборудования.
Поэтому я надеюсь, что это заставит вас задуматься о качестве работы, которую вы делаете. В итоге, если у вас есть устаревшее оборудование, которое не может правильно резать седло, вы должны рассмотреть возможность модернизации вашей головочной машины, чтобы повысить производительность и предотвратить гарантийные ситуации.
Студенты, выходящие из моей программы (и других качественных программ по всей стране), не должны ожидать меньшего от своих будущих работодателей.