Информационный портал
СПЕЦИАЛИЗИРОВАННЫЙ МОТОРНЫЙ ЦЕНТР
|
||||
Пресс для правки коленвалов (Турция)
Мы на YOUTUBE
Самые интересные видеоматериалы о наших ремонтных технологиях и еще о многих интересных вещах про двигатели!

- смотрите видеорепортажи из нашего цеха.
Мы в TELEGRAM
Наши самые интересные новости и технические материалы!

НАШИ ТЕХНОЛОГИИ
Технологии ремонта двигателей
- Ремонт двигателей
- Ремонт деталей двигателей
- Неисправности и дефекты двигателей
- Техническая информация
- Рекомендации

НАШЕ ОБОРУДОВАНИЕ
Гид по оборудованию для ремонта двигателей
- Ремонтная линия оборудования REKTAS для ремонта двигателей
- Шлифовальные станки для коленвалов
- Расточные станки для блоков цилиндров
- Хонинговальные станки
- Горизонтально-расточные станки для шатунов
- Ремонтная линия оборудования MANEK для ремонта двигателей
- Шлифовальные станки для коленвалов
- Расточные станки для блоков цилиндров
- Хонинговальные станки
- Горизонтально-расточные станки для подшипников
- Ремонтная линия оборудования MAXPRECI (DALCAN Machines) для ремонта двигателей
- Промышленная линия круглошлифовальных станков MAXPRECI (DALCAN Machines)
- Ремонтная линия оборудования ROBBI для ремонта двигателей
- Промышленная линия хонинговальных станков ROBBI
- Турецкие моечные машины Muteks
- Турецкие портальные моечные машины Muteks
- Турецкие ультразвуковые моечные машины Muteks
- Моечные машины Provalve PM
- Пескоструйная обработка
- Струйная мойка
- Ультразвуковая очистка
- Расходные материалы и техническое обслуживание
Наш склад станков и оборудования
Пользователи наших станков
Библиотека наших станков
НАШИ УСЛУГИ
Ремонт двигателей Бюро моторной экспертизы
Моторные запчасти
Цены на работы
НАША ИНФОРМАЦИЯ
Библиотека наших станков
 Наши исследования в авиации
Наши исследования в авиации
- Катастрофа века
- Круглый стол к 50-летию катастрофы Ю.Гагарина
- Малоразмерные ВРД
для беспилотных
летательных
аппаратов
- Наши научные статьи
- Наши изобретения
- 18-й Израильский симпозиум по реактивным двигателям и газовым турбинам
Форум мотористов
НАШ АРХИВ
- Архив новостей
- Восстановление моторов старинных автомобилей
- Ремонт двигателей мотоциклов
- Автомагазин для тех, кто уважает свой автомобиль
- Диагностика и ремонт систем топливоподачи
- Конструкторское бюро
- Производство деталей
- Форсирование двигателей
- Автоспорт
- Автоспорт - наши победы
НАША КОМПАНИЯ
Наша история
Наши достижения
Наш опыт
Наши партнеры
Наши контакты
Специализированный моторный центр "АБ-ИНЖИНИРИНГ" работает с октября 1997 г.
Компания имеет центр механической обработки деталей двигателей, оснащенный импортным станочным оборудованием высшего качественного уровня производства фирм AMC-SCHOU (Дания), MAXPRECI (Индия), ROBBI (Италия), SERDI (Франция), PROVALVE (Турция), BestWin (Китай).
ВРЕМЕННО НЕ ПОСТАВЛЯЕТСЯ, ЗВОНИТЕ
![]()
Чрезвычайно эффективные и недорогие, но очень качественные прессы модели CSP-1800 для легкой и быстрой проверки геометрии коленчатых валов на изгиб и последующей точной правки с помощью мощного гидравлического домкрата.
Прессы для правки коленвалов производит в Турции одна-единственная фирма, имеющая специализированную фабрику, которая выполняет все механические, сварочные, покрасочные и сборочные работы, необходимые для производства прессов данного типа. Все остальные турецкие компании, предлагающие прессы для правки коленвалов, сами не производят прессов, а закупают их здесь. И далее предлагают их по цене на 25-30% дороже.
Именно по этой причине вы не найдете нигде пресса дешевле, чем предлагаем мы. И это никакое не китайское, а настоящее турецкое производство европейского уровня.
Компания PRESSAN является единственным в мире производителем, который выпускает сразу два типа внешне очень похожих прессов для правки коленвалов, но принципиально отличающихся способом правки (об этом можно прочитать в нашей статье).
Суть разницы в способах правки валов иллюстрирует простая схема:
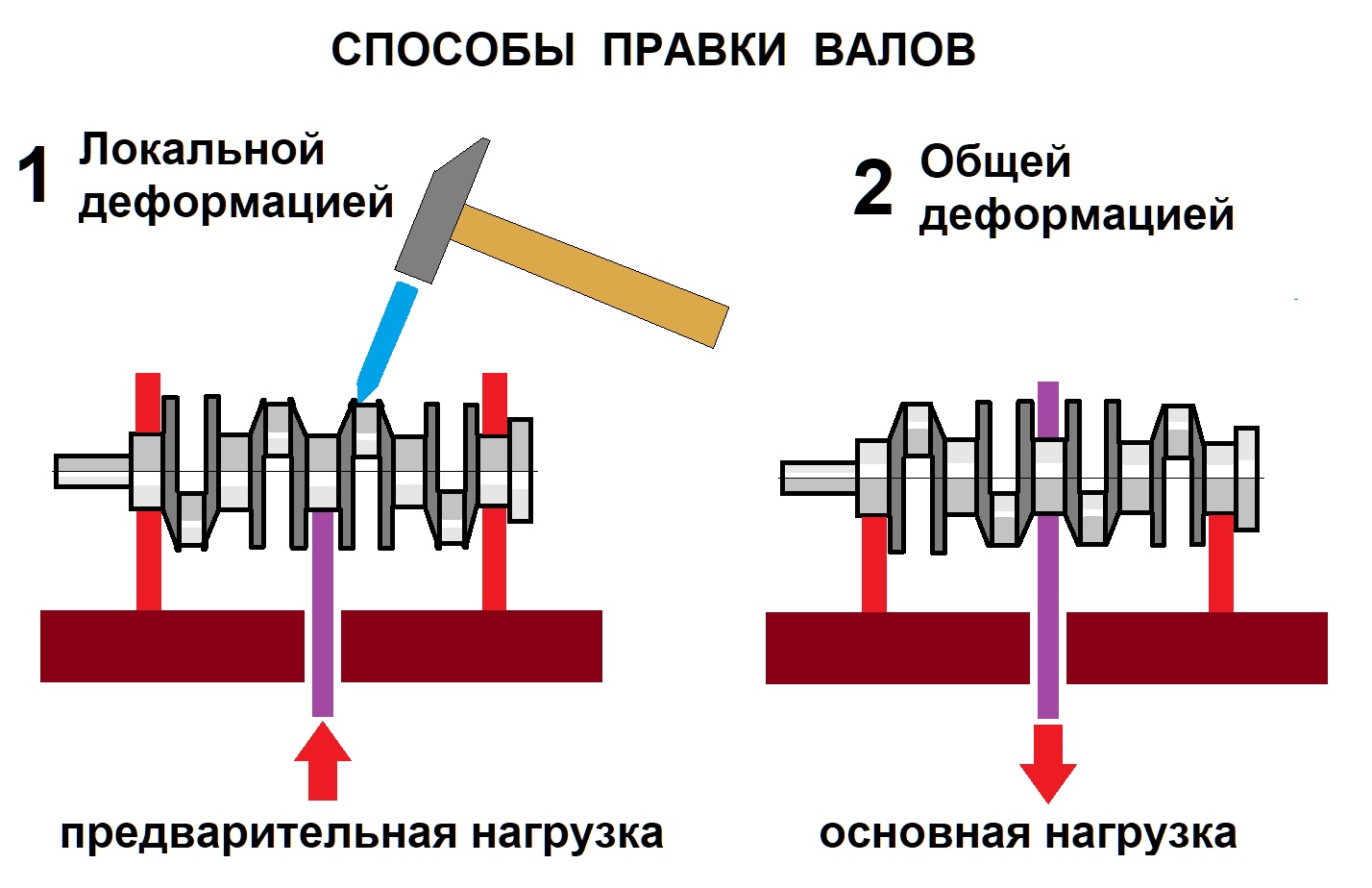
Правка путем общей деформации вала понятна, но несет риск поломки вала, поскольку требует значительных усилий. Кроме того, с помощью общей деформации трудно поправить вал точно, остаточная деформация вряд ли будет меньше 0,1 мм. Напротив, правка путем локальной деформации предполагает, что такая деформация создается на галтели, при этом нагрузка носит только предварительный характер, облегчающий правку. Точность такой правки достаточно высока и достигает 0,02 мм. Кроме того, в процессе правки в месте деформации создаются напряжения сжатия, что исключает появление и развитие усталостных трещин.
1. Пресс для правки общей деформацией — простая и недорогая конструкция, растространенная преимущественно на Востоке. Гидроцилиндр с помощью специального рычага тянет середину положенного на опоры вала вниз, создавая напряжения для правки.

2. Пресс для правки локальной деформацией — более сложная и дорогостоящая конструкция, распространенная преимущественно в Европе для тех, кто любит "погорячее". Гидроцилиндр толкает вал, зажатый в опорах, вверх, чтобы создать предварительные напряжения для локальной правки.
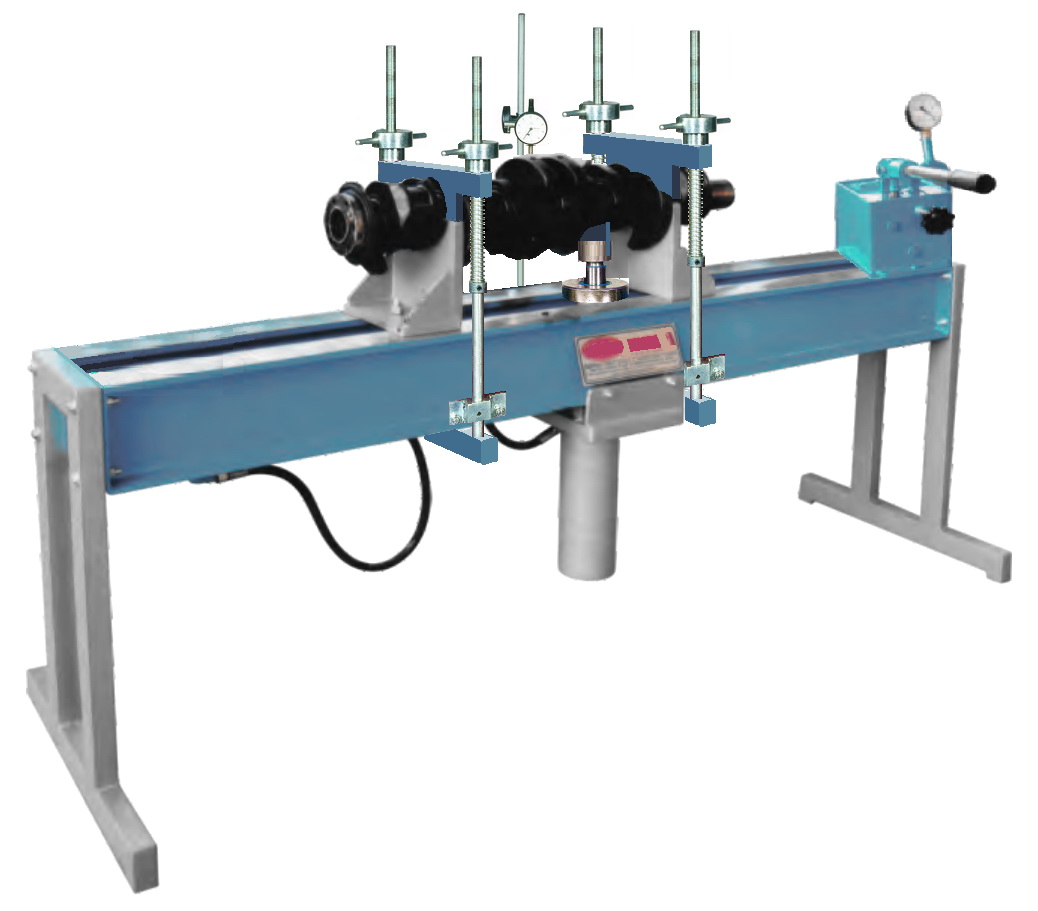
ТЕХНИЧЕСКИЕ ОСОБЕННОСТИ ПРЕССА
- Простой пресс с гидравлическим управлением
- С помощью призм и индикатора позволяет быстро определить направление деформации
- Необходимое усилие на валу контролируется манометром
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
| ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ | CSP-1800 |
| Максимальный вес коленвала, кг | 300 |
| Высота призм над станиной, мм | 200 |
| Максимальное усилие домкрата, тонн | 20 |
| Длина машины, мм | 2250 |
| Ширина машины, мм | 760 |
| Высота машины, мм | 1250 |
| Вес нетто, кг | 315 |
| Объем упаковки, м3 | 1,8 |
| Вес в упаковке, кг | 365 |
| Размеры упаковки, м | 2,35 X 0,86 X 1,40 |
Ориентировочные отпускные цены (USD, без НДС и транспорта) в стандартной комплектации:
CSP-1800 базовый (правка общей деформацией) — 3 700.00
CSP-1800 (правка локальной деформацией) — 4 300.00
«АБ-Инжиниринг» дает исчерпывающую информацию о работе прессового оборудования, оказывает помощь в приобретении, осуществляет гарантийное и послегарантийное сопровождение оборудования, подготовку и обучение персонала технологиям ремонта деталей.
Срок подготовки прессов к отгрузке на заводе составляет 2-3 недели с момента заказа и предоплаты оборудования.
Гарантийное обязательство завода-изготовителя — 12 месяцев со дня отгрузки оборудования.
Характеристики оборудования, условия поставки и цены можно узнать, сделав запрос на сайте прямо сейчас.
Мы также готовы предложить Вам любой вариант оборудования Вашего цеха станками любого производителя — от самой дорогой TOP-модели до самого дешевого, но не менее качественного станка, а также сделать эскизный проект и скомплектовать оборудованием участок механической обработки деталей по конкретному техническому заданию.
Другие прессы PRESSAN (универсальные)...
Другое вспомогательное оборудование...
Другие станки для ремонта двигателей...
ВНИМАНИЕ! Сайт www.ab-engine.com носит исключительно информационный характер и не может рассматриваться в качестве публичной оферты согласно положениям Статьи 437 Гражданского Кодекса Российской Федерации. Пожалуйста, обращайтесь к менеджерам по продажам для получения подробной информации о ценах на оборудование.