

Набор инструментов для вертикального хонингования
Быстрый поиск по разделу
![]() Русский каталог оборудования ROBBI с ценами в формате PDF скачать здесь ->
Русский каталог оборудования ROBBI с ценами в формате PDF скачать здесь ->
Оборудование ROBBI
Ремонтная линия оборудования ROBBI
- Оборудование для ремонта коленчатых валов
- Оборудование для ремонта блоков цилиндров
- Вертикально-расточные станки для блоков цилиндров
- Горизонтально-расточные станки для постелей
- Вертикально-хонинговальные станки для блоков
- Плоско шлифовально-фрезерные станки для плоскостей
- Расточные станки для шатунов
- Вспомогательное и дополнительное оборудование
- Шлифовальные станки для клапанов
- Приспособления для проверки и правки шатунов
- Прессы для правки коленвалов
- Хонинговально-расточные станки для цилиндров мотоциклов
- Техническая информация
- Вертикально-хонинговальные станки
- Трубные хонинговальные станки с ЧПУ
- Инструкции по эксплуатации
- Каталоги оборудования
Репортажи Статьи
- Преимущества станков ROBBI
- О "Роллс-ройсах", "рабочих лошадках" и конкуренции
- Станки "по осени считают"
 Скачать русские каталоги станков и оборудования ROBBI в формате PDF можно здесь ->
Скачать русские каталоги станков и оборудования ROBBI в формате PDF можно здесь ->
Итальянская компания
ВНИМАНИЕ! ЭТО АРХИВНАЯ СТРАНИЦА САЙТА! В НАСТОЯЩЕЕ ВРЕМЯ МЫ НЕ ПОСТАВЛЯЕМ ХОНИНГОВАЛЬНЫХ ГОЛОВОК!
Вертикальная система хонингования была разработана для тех случаев, когда деталь является слишком большой или слишком тяжелой, чтобы можно было хонинговать на обычных горизонтально-хонинговальных станках. Это хонинговальное оборудование подходит для широкого диапазона диаметров и имеет положительный опыт применения, который гарантирует эффективное исправление дефектов отверстий. В этой системе могут быть достигнуты высокие скорости снятия припуска, и отверстие может быть отхонинговано с требуемой шероховатостью и поверхностной структурой. В дополнение к удовлетворению разнообразным особенностям производства, система хорошо подходит для всех требований автомобильного моторного ремонта.
Источники мощности
Система была разработана прежде всего для того, чтобы быть включенной в диапазон вертикально-хонинговальных машин. Они имеют высокую мощность, точно и надежно хонингуют отверстия до 914.4 мм длины. При этом хонголовки могут быть быстро заменены для выполнения любого числа задач.
Система может также использоваться с другими машинами, типа расточных или сверлильных станков, а также для портативных электроинструментов.
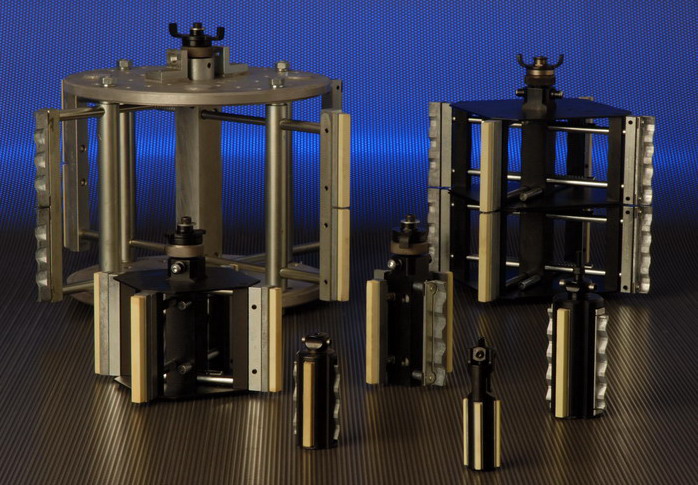
Набор брусков, суппортов и держателей
Этот рисунок показывает регулируемые хонголовки модельного ряда, скомплектованные набором брусков как 2-брускового (с 2-мя направляющими башмаками), так и 4-брускового типа, держателями брусков, и, наконец, суппортами брусков. Ручные хонголовки снабжены карданным валом и кольцом с хомутом (на рисунке не показано).
Узел регулирования подачи брусков на разжим (устройство подачи)
Используя узел регулирования подачи брусков на разжим, хонинговальные бруски могут быть разведены и зафиксированы, пока они находятся в отверстии. Это устраняет необходимость останавливать и вновь начинать вращение, чтобы отрегулировать давление хонингования.
Большая точность и постоянность давления брусков достигаются с легкостью, потому что оператор может управлять головкой в течение всего процесса хонингования, вместо того, чтобы заранее положиться на догадки. Это помогает правильно хонинговать даже ту зону отверстия, которая отдалена от передней части детали, а способность свести бруски означает, что давление может быть уменьшено в конце цикла для улучшения полировки поверхности.
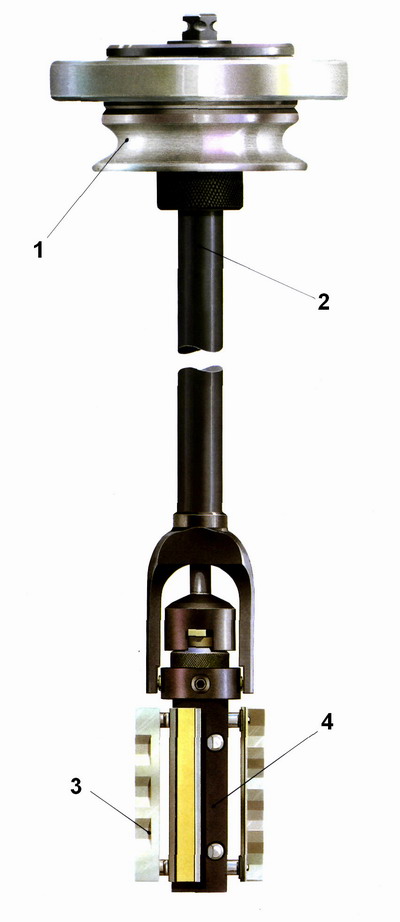
1. Узел регулирования подачи брусков на разжим.
Сердце системы Delapena, увеличивает эффективность и возможности хонинговального процесса, обеспечивая расширение брусков и управляемую обработку при вращении абразивных брусков в отверстии.
2. Карданный вал
Подходит для широкого диапазона длин, к устройству для регулирования подачи брусков на разжим, а также для разнообразных конусных адаптеров Морзе.
3. Набор абразивных брусков
Согласно практике, используется набор из двух брусков и двух башмаков, как показано на рисунке, или набор с четырьмя брусками. Предоставляется широкий диапазон абразивов, с любыми размеры частиц и связующим.
4. Хонинговальная головка
Одна из диапазона шести хонголовок, которые вместе могут хонинговать отверстия от 25.4 мм до 762 мм
Подача брусков при хонинговании



Вращение маленького маховика сводит бруски так, чтобы они могли войти в отверстия.
Когда включается вращение хонголовки, захват рукой большого маховика позволит подать бруски на разжим.
Чем больше усилие на маховике, тем больше давление хонингования.
Следовательно, оператор может фактически чувствовать, правильно ли он выдерживает давление в течение всего цикла хонингования (Контакт рукой за малый маховик уменьшит чрезмерное давление).
В конце цикла, когда малый маховик сводит бруски, можно остановить вращение и удалить хонголовку из отверстия.
Ручная подача брусков при хонинговании
Все хонинговальные головки выпускаются не только для использования с устройством подачи, но и в варианте ручной регулировки подачи брусков. При небольшом припуске на хонингование (до 0,10 мм) ручной подачи достаточно для эффективной работы. Узел регулировки подачи брусков расположен на самой хонголовке. Головка также комплектуется простым приводным валом из 2-х частей - длинной и короткой, что вполне достаточно для установки хонголовки на любой станок. Хонголовки имеют усиленный шарнир, который, в отличии от аналогичных изделий других фирм, не повреждается в случае удара брусков о выступы в отверстии.
Для установки хонголовок с ручным разжимом брусков на отечественные хонинговальные станки необходимо соединить приводной вал со шпинделем станка через карданный шарнир. Можно использовать как штатный шарнир шпинделя, так и облегченный вариант - к примеру, подходящий по размерам шарнир рулевого вала легковых автомобилей.
Хонинговальные головки
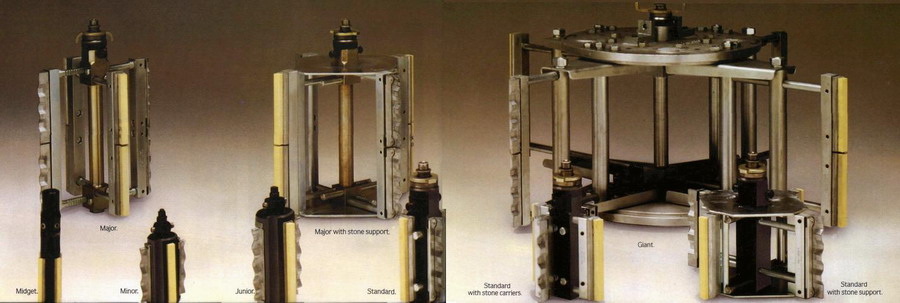
Три меньших хонинговальных головки - Midget, Minor и Junior, используют конический механизм расширения и только наборы брусков, установленные непосредственно в головке. Они способны обрабатывать отверстия до 68.3 мм, причем диапазоны для хонголовок распределены следующим образом:
- Midget от 25,4 мм до 38,1 мм,
- Minor от 38,1 мм до 55,8 мм,
- Junior от 50,8 мм до 68,3 мм.
Три больших хонинговальных головки - Standard, Major и Giant, используют стойку для связи с механизмом расширения и таким образом в могут быть собраны с брусками одним из двух методов: непосредственно установкой набора брусков или с помощью колодок. Различные методы сборки показаны на рисунках. Это дает возможность хонинговать отверстия диаметром от 68,3 мм до 762 мм, причем диапазоны для хонголовок распределены следующим образом:
- Standard, Major от 68,3 мм до 368,3 мм,
- Giant от 368,3 мм до 762 мм.
Параметры и комплектация хонинговальных головок
|
ТИП ХОН ГОЛ-КИ
|
ДИАМ-РЫ мм
|
ХОНИНГ-НЫЕ БРУСКИ
|
ПРИВОД. ВАЛ
|
||||
|
ДЕРЖ-ЛЬ
|
СУПП-Т
|
ТИП
|
ДЛ-НА
мм |
ТИП
|
ДЛ-НА
мм |
||
|
MIDGET
1201 Manual
1202 F/F
|
25,4- 31,7
31,7- 38,1
|
-
|
-
|
26
27
|
57,1
|
1321
1322
1323
|
356
508
660
|
|
MINOR
1203 Manual
1204 F/F
|
38,1 -44,4
44,4 -50,8
50,8 -55,8
|
-
|
-
|
28
29
30
|
76,2
|
1331
1332
1333
1334
|
356
508
660
864
|
|
JUNIOR
1205 Manual
1206 F/F
|
50,8 -55,8
55,8 -60,9
60,9 -68,3
|
-
|
-
|
T
U
V
|
101,6
|
1341
1342
1343
1344
|
356
508
660
864
|
|
STAND-D
1207 Manual 1208 F/F |
68,3- 108
95,2- 139,7
120,6- 177,8
158,7- 228,6
203,3- 292,1
279,4- 368,3
|
-
1231
1232
1233
1234
1235
|
-
-
-
1263
1264
1265
|
M2- M4
PT2- PT4 "-" "-"
"-"
"-"
|
101,6
|
1351
1352
1353
1354
|
330
483
635
838
|
|
MAJOR
1209 Manual
1210 F/F
|
Как у хонинговальной головки типа STANDARD
|
||||||
|
GIANT
GH832
|
368,3- 457,2
457,2- 533,4
533,4- 609,0
609,0- 686,0
686,0- 762,0
|
H832 /30
H832 /40
H832 /50
H832 /60
H832 /70
|
PT2 x2 PT4 x2
|
203,2
|
Поставка на заказ
|
||
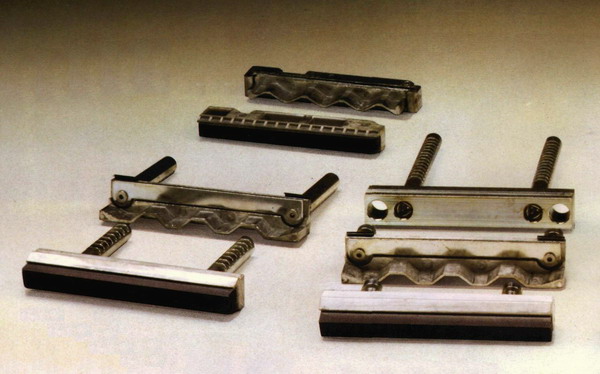
Наборы брусков
Наборы брусков для малой хонголовки снабжены четырьмя установленными брусками. Для других головок применяются два установленных бруска и два направляющих башмака (четыре бруска и четыре башмака на хонголовках типа Major и Giant) , но могут быть применены комплекты с четырьмя брусками без башмаков. Если отверстия имеют дефекты типа овальности, должны быть использованы два бруска и два башмака.
Наборы из 4-х брусков без направляющих башмаков имеют преимущества перед комплектом типа 2+2:
- позволяют более точно выдерживать продольную геометрию отверстия и значительно лучше устранять дефекты типа конусности и бочкообразности,
- обеспечивают обработку большего числа отверстий вследствие более медленного износа брусков,
- позволяют экономить затраты на инструмент, поскольку для замены изношенных брусков достаточно наклеить новые абразивные камни (поставляются отдельно) на держатели, а не менять весь комплект с держателями.
В нижнем диапазоне диаметров цилиндра на хонголовке типа Standard используются наборы брусков М2/М4 (68,3-108 мм) или РТ2/РТ4 (95,2-139,7 мм), установленные непосредственно в корпус хонголовки. Эти бруски взаимозаменяемы с брусками Sunnen, применяемыми в известной хонголовке AN112.
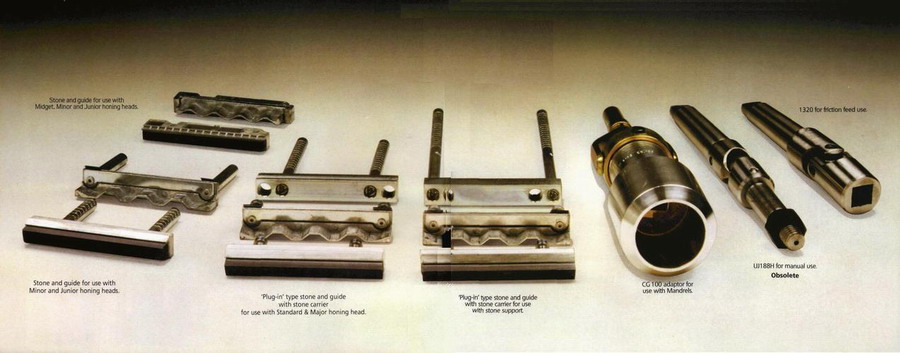
Держатели брусков
Для диаметров больше 95.25 мм для хонголовок типа Standard, а также для всех случаев использования хонголовок типа Major и Giant необходимы держатели брусков. Эти многократно используемые узлы позволяют установить бруски с предварительным расширением. Такая взаимозаменяемость позволяет относительно небольшому диапазону брусков покрыть широкий диапазон диаметров.
Суппорты брусков
При диаметре отверстия больше 158.75 мм необходима дополнительная жесткость для сборки хонголовки, для чего применяются суппорты брусков.
Это стабилизирует держатели и бруски, особенно при хонинговании очень больших отверстий, что помогает гарантировать постоянный процесс хонингования.
Обозначения хонинговальных брусков
Есть три переменные в спецификации хонинговальных брусков: тип абразива, размер частиц и твердость основы.
Типы абразива
С – Боксилит, используется для твердого хрома и высокопрочной стали.
F – Кремниевый Карбид, используется на очень мягком или очень твердом материале.
R – Оксид Алюминия, используется для снятия заусенцев и для быстрого удаления припуска в мягких сталях.
S – Серосодержащий материал, используется, когда возможны высокая температура и высокие нагрузки и обозначается дополнительной буквой на бруске.
SF – Пропитанный Графит, используется для суперфинишной обработки поверхности.
C6YCK – Кремниевый Карбид, обычно используется главным образом для создания плато хонингования в чугунных блоках цилиндров двигателей.
Размер абразивных частиц
Для хонинговальных брусков обычно используют частицы размером от 60-500 мкм, эти частицы могут быть отобраны в соответствии с следующим кодированием:
| Код абразива | 0 | 1 | 2 | 3 | 4 | 6 | S |
| Размер частиц, мкм | 60 | 80 | 120 | 180 | 220 | 320 | 500 |
Твердость основы
Основное правило здесь следующее: твердая основа для мягких материалов, а мягкая основа для твердых материалов. Кодирование идет от А (очень мягкий) до J (очень твердый).
Выбор брусков
Существует множество переменных, которые имеют влияние на выбор идеальных брусков для конкретного случая: тип материала, условия расточки, тип отверстия, способы удаления припуска, поверхностного конца, скорость хонингования, поверхность брусков, давление хонингования, скорость теплообмена, тип хонинговальной жидкости.
Все эти факторы приняты во внимание при составлении таблицы для выбора хонинговальных брусков.
| Тип хон головки | Операц. | Чугун | Мягк. сталь |
Нерж. сталь |
Тверд. сталь |
Не метал. матер-лы |
Диап-н об/мин |
| MIDGET 1201 Manual 1202 F/F |
Грубая Финиш. Полир-ка |
F2F F6F F8F |
R3E/S F6C F8C |
R3E/S C3C F6C C6C F8C C8C |
R4C C3C R6C C6C C8C |
F2F F6C F8C |
150-250 |
| MINOR 1209 Manual 1210 F/F |
Грубая Финиш. Полир-ка |
F0F F3F F6F F8F |
R3E/S F6C F8F |
R3E/S C3C F6C C6C F8C C8C |
R4C C3C C6C C8C |
F2F F6C F8C |
150-250 |
| JUNIOR 1211 Manual 1212 F/F |
Грубая Финиш. Полир-ка |
F0F F3F F6F F8F |
R3E/S F6C F8F |
R3E/S C3C F6C C6C F8C C8C |
R4C C3C C6C C8C |
F1F F6C F8C |
100-175 | STAND-D 1213 Manual 1214 F/F |
Грубая Финиш. Полир-ка |
F0F F2F F6F F8F |
R3E/S F3C F6C F8F |
R3E/S C3C F6C C6C F8C C8C |
R4C C3C C6C C8C |
F0F F6C F8C |
40-125 | MAJOR 1215 Manual 1216 F/F |
Грубая Финиш. Полир-ка |
F0C F3C F8C |
R3E/S F3C F6C F8F |
R3E/S C3C F6C C6C F8C C8C |
R4A C3B C6C C8C |
F0C F6C F8C |
40-80 | GIANT | Грубая Финиш. Полир-ка |
F0C F3C F8C |
R3E/S F3C F6C F8F |
R3E/S C3C F6C C6C F8C C8C |
R4A C3B C6C C8C |
F0C F6C F8C |
40-60 |
Комплекты брусков M2 F0F популярной хонголовки STANDARD применяются для снятия припуска и соответствуют брускам Sunnen AN-100, комплекты М2 F3F используются для создания основной шероховатости и полностью взаимозаменяемы с брусками AN-300, а комплекты М2 F8F применяются для полировки (платохонингования) и соответствуют брускам Sunnen AN-500.
Необходимо также правильно выбрать режимы обработки. Так, необходимо УМЕНЬШИТЬ скорость вращения для следующих условий: более твердые материалы, большие диаметры, увеличенная норма удаления припуска, использование «мягких» брусков. УВЕЛИЧЕНИЕ скорости вращения будет иметь обратный эффект.
Вертикальное хонингование с оправками
Чтобы применять процесс вертикального хонингования для диаметра отверстия меньше чем 25.4 мм, должен использоваться адаптер, который позволяет установить маленькие оправки, обычно применяемые на горизонтально-хонинговальных машинах, на стандартное оборудование с управлением процессом вертикального хонингования.
Для систем с регулированием подачи брусков на разжим используется адаптер CG 100F с соответствующим ведущим валом регулирования подачи брусков на стандартной головке. Для вручную регулируемых систем поставляется адаптер CG 100, этот узел позволяет управлять подачей брусков и давлением хонингования через вращаемую кнопку на вершине головки, и имеет ведущий вал, подходящий для использования с портативной дрелью.
Универсальное соединение для вручную регулируемых хонголовок
Когда шпиндель находится в неподвижном положении, необходимо универсальное соединение между шпинделем и хонголовкой, чтобы учесть возможные ошибки в выравнивании между шпинделем и обрабатываемым отверстием.
Алмазные хонинговальные головки



Еще о хонинговальном оборудовании ROBBI...
Подробнее о плосковершинном хонинговании
О качестве хонингования
На главную
ВНИМАНИЕ! Сайт www.ab-engine.com носит исключительно информационный характер и не может рассматриваться в качестве публичной оферты согласно положениям Статьи 437 Гражданского Кодекса Российской Федерации. Пожалуйста, обращайтесь к менеджерам по продажам для получения подробной информации о ценах на оборудование.